 Steam system purchase and process technology
Steam system purchase and process technology
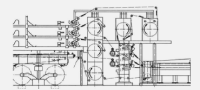
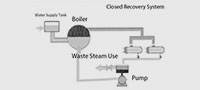
For most cardboard factories today, "steam recovery" has become a popular energy-saving concept.However, many cardboard factories in the purchase of steam system, there will still be a lot of doubts and concerns, and often end up blindly following the trend, but do not consider their actual needs.This not only does not save energy, but also cause greater waste and loss.So, what factors should be considered when choosing a steam system?1.Introduction to Steam System Steam has the following unique advantages: it can carry high density of energy, so relatively all diameter pipe is needed ;When dry saturated steam is used, heat can be transferred at constant temperature.Steam can transfer heat efficiently;Steam flows as fast as it can to where it is most needed;Steam is environmentally friendly, non-toxic and non-flammable.There is no doubt that steam is the best medium for corrugator heating.Steam Table▲Steam Supply SystemGenerally, steam system includes the following parts: boiler, steam pipeline, heat transfer and heat exchange system, condensate trap and steam recovery system.Boilerthe design of the boiler has no impact on the production of corrugated board, as long as the boiler maintain 15 to 16 bar constant pressure.Steam pipesteam is transported from the well sealed pipe to the corrugated line. Starting from the main steam distribution pipe, steam flows along the pipes connecting the wet end of the corrugated line to a single machine, such as the single facer, triple preheater and double facer hot plate.Heat transfer and heat exchange system: the tranission of steam from the fixed steam pipeline to the rotating roller needs to pass through the "steam rotary joint", which is a rotary sealing joint installed on the roller shaft.Inside the roller, steam transfers heat to the wall of the pipe and restores itself to condensed water.Due to a layer of water film formed on the inner wall of the roll and the thicker inner wall of the roll heated by the traditional method, the surface temperature of the roll usually decreases a lot.However, because there is no water film on the inner wall of the annular drilling roll with steam flowing, the temperature on the surface of the roll increases significantly.This is similar to the condition of the hot plate. Hot plate around the bore hole heat application has the following advantages: paper surface temperature rises 15 ℃ or more;Rapid heating and temperature adjustment under different production conditions;The whole working range is temperature balanced.Condensate trapafter heat is transferred to various parts of the machine, steam gradually condenses. In most cases, condensate water flows into the condensate tank.The of a condenser tank is to drain condensed water and air from the heating unit.Air discharge from corrugated rollers is a particularly important step.When a corrugated roll is heated, steam pushes air in front of it. As air cannot condense, it accumulates in front of the condensing tank.Air conductivity is very poor and having bad insulation effect, so it will lead to the production of temperature imbalance.At present, there are four common types of traps in the market: disc type, inverted bucket type, floating ball type and pinhole type.The al principle of the floating ball trap is as follows: the pressure in the tank is higher than that in the condensing pipe, and the condensing flow into the tank makes the floating ball inside rise.After the valve seat opens, condensed water flows out. When the water level drops, the float ball sinks and closes the valve seat again.If there is air in the condensation tank, the temperature will drop and the exhaust pipe will be opened. ▲Functional Principle of Floating Ball Trap▲Concentrated hydrophobic▲Separate storageSince the pressure required to drain steam is different from that required to drain condensed water into the condensing pipe, if there are several drainage pipes, several heating devices can share a condensing tank.Although it saves money to share a condenser tank with a group of heating units, there is shortcoming: less condensed water in the unit requires less heat, so the steam will reach to the condenser tank and close it so that other equipment cannot drain.The result: slow heating;Temperature imbalance;Uneven heating;The production speed is slow.So a better solution is to store water separately, which is to have a condenser tank for each device.Steam recovery system: steam recovery system can be divided into open recovery system and closed high-pressure recovery system.In open recycling system, hot condensate water (the temperature as high as 180 ℃ under 10 bar) into the boiler room, and then enter to the tank.At this time to the tank and atmospheric contact, condensed water as fast as steam flow, most of the heat energy emitted into the atmosphere, but the open recovery system has an advantage, because of its low pressure to the tank, so the operation is relatively safe.Different from the open recovery system, in the closed recovery system, the condensed water of high pressure is concentrated in a separate feed tank and directly pumped back into the boiler at a high pressure state.The biggest advantage of such a system is that it basically doesn't waste energy, water or chemicals, but the cost is a little high. ▲Closed recovery systemWe should pay attention to the closed steam recovery system. When condensed water from different processes enters the recovery system, due to different back pressure, If the recovery system is not properly planned, the problem of poor return water of low-pressure condensate will occur.When the air leakage of individual traps is serious, it will cause the back pressure of the whole system to rise, affecting the balance of the system.2 .Heating Equipment on Corrugated Line1) Steam system of single facerIn the steam system of a single facer with corrugated rollers heated by traditional methods, the new steam pipe delivers steam directly to each roll.The condensed water is siphoned out and then drained separately.In the steam system of a single facer with annular drilling corrugated rollers, the corrugated rollers are directly connected to a new controllable steam pipe.Steam first flows to the high corrugated rollers and then cascades to the low corrugated rollers.Before being stored in the condensing tank, the steam flows into a separate tank, and the new steam also heats the other cylinders on the single facer. In order to effectively take the condensate out of the corrugated roll, 2.5 bar to 3 bar pressure is required to ensure that it flows oothly from all these lines.The steam flow in other heating rollers is the same as that in ordinary heating systems, from siphons to condensing tanks to high-pressure condensing water.For other heating rollers, external heating is not necessary, because their accuracy requirements are not as high as corrugated rollers.2). Hot Part of Double FacerCascade systemIn a cascade system, the waste steam generated by the first part of the hot plate is dehydrated, and then the steam flows into the second part.The pressure in the first part is the highest. In order to ensure ooth circulation, the pressure in the second and third parts will be gradually reduced.In order to make better use of energy, waste steam from the condensing tank in the first part is used to heat the second part.Steam is fed through the electric valve M2. The procedure for the second and third part is the same.The condensate system downstream determines the lowest vapor pressure in the third section.Temperature decreases with the direction of paper transfer, which is suitable for most types of cardboard.However, when processing new micro corrugated (F, G, N and O flute) board will appear the following problems:Flute density and less air inside the cardboard makes it difficult to emit steam, resulting in the formation of bubbles;Gelatinization temperature of starch adhesive is too low;In order to make the surface paper and corrugated adhesion intact, it is best to start at a low temperature, and then gradually rise gradually drying board.This requires further development of parallel cascade systems rather than series cascade systems.Parallel cascade systemAll three parts are connected directly to the new steam pipe so that the pressure can be adjusted during production.The use of secondary steam in different parts is the same as in cascade systems.However, more condensation tanks are required and reflux occurs only at the lowest vapor pressure.The condensate system downstream determines the lowest vapor pressure, which can be reset.3.The Role of Steam SystemIn the production of single facer, the energy is distributed as follows: 70% is used to heat the cardboard and its water and evaporate the water;20% for gelatinizing and drying starch;10% is lost in convection and infrared tranission.Therefore, it is necessary to purchase a steam system to solve the problem of heat utilization.Steam system is an important component of corrugated board production line.And corrugated board molding usually adopts saturated steam heating, steam heating system will be saturated steam continuously sent to the pre-heater, preset, single facer, three layers of pre-heater, gluing machine, roller inside and bake, hot plate, corrugated base paper and corrugated board through the steam drum and the surface of the hot plate, due to hot plate surface temperature is high and the steam fed into steam drum , the heat exchange with the base paper or cardboard in low temperature, preheat base paper or cardboard, to take away heat on the surface of the roller and the hot plate part of this will leads to the formation of a heater inside the latent heat consumption of steam condensation water, which will be discharged in a timely through the trap system,while constantly replenishing saturated steam.Steam system evaporates the excess water in the base paper, adjust the water in the base paper to make it evenly distributed, especially in the width direction, to ensure that the base paper forming does not bend deformation in the corrugated coating adhesion, provide a certain amount of heat, ensure that the adhesive quickly gelatinization and shaping, at the same time to evaporate the excess water.It is the most important of steam system to make heat meet the need of corrugated paper forming and paste gelatinization.On the basis of ensuring the quality of corrugated paper production, it is required to provide steam and heat in line with the speed of production, and enables minimum energy consumption, so as to achieve the highest energy efficiency, production costs to the lowest. ▲Poor recycling results in waste of energyThe role of steam system in corrugated board production line can be summarized as follows:1.The heat to meet corrugated paper forming and paste gelatinization.2. Make the heat meet the needs of production speed and quality3. Maintain minimal energy consumptionIt is not enough to maintain the minimum energy consumption after knowing the role of steam system, because the requirements of steam system are different with different speed, different base paper width and different production line configuration.Therefore, in the purchase of steam system must be based on the production requirements and production conditions.When purchasing steam system, the following two aspects need to be considered:Steam recovery machineSteam distribution layout.4.Factors to consider when purchasing steam systemsSteam recovery machine is the core equipment of steam system, which uses waste steam and high temperature condensate water to directly compress into the boiler in the way of soda mixture to form a cycle system of steam production-use-waste steam recovery, so as to maximize the recovery and utilization of steam waste heat and achieve the purpose of energy saving. Therefore, we should firstly pay attention to recovery machine in the purchase of steam system.There used to be a piston type steam recovery machine, but now it has been basically eliminated, because it is not conducive to the production of the required stable temperature.At present, the steam recovery machine on the market is basically a single cylinder of high pressure pump and double cylinder of high pressure pump these two kinds, their main difference is: the single cylinder of high pressure pump in the control of back pressure to stabilize the temperature of the production line, mainly by controlling the pressure difference between the two ends of the trap, to ensure the stable working state of the trap.And double cylinder high pressure pumps have self-suction , but most of them do not have back pressure control , so it is easy to lead to the trap work instability.At present, there are some dual-cylinder high-pressure pumps are also increasing back pressure control.In fact, single cylinder high pressure pump or double cylinder high pressure pump is not the key to the problem, the key is that the trap to have a pressure difference on both ends, so that the trap can work normally and steadily to meet the temperature requirements of the production line stability. Above is a closed loop steam recovery flow chart.Steam goes from the boiler to the production line to the reclaimer, forming a closed loop.In fact, the steam system does not have to be completely closed loop to achieve the purpose of saving, because the first priority of saving is to meet the production, and then consider saving on the basis of meeting the production.Finally, when purchasing steam system, the distribution layout of steam should also be considered. The following factors should be considered when laying out steam distribution pipelines:1) The pipeline shall have enough inclination to facilitate water discharge2) Drainage at the bottom of the pipe (drainage at the low point) and exhaust at the high part3) Oblique pipe insertion4) Avoid condensation water aggregation with reduced inner diameter of concentric pipe5) Steam is introduced at the top of the pipeIt should be emphasized that the preheating cylinder can use steam to do the secondary utilization of steam.The steam used by the single facer, corrugated roller and pressure roller can be collected, separated by water vapor, and reimported to the preheating cylinder for reuse. ▲Schematic diagram of steam pipe for double facer hot plate ▲Schematic diagram of steam pipe of single facer5.How to use intelligent control to reduce steam consumptionThe teat energy use of China's corrugated board production line, from the 1970's to the 1980's with fire (gas) heating, from the 1990's is the use of steam heating.As for how to control steam heating and how to reduce consumption, we basically start from steam pipe design of equipment and structural design of heating components.1). Traditional methods of reducing steam consumptiona) Boiler continuous water feeding control energy-saving design, through a all number of continuous automatic water feeding, reduce boiler pressure change, improve boiler thermal efficiency, reduce energy consumption, which can save 3-5% of the energy.b) Energy saving design of recycling confidential backwater pipeline: the heat of backwater will not be lost and the pressure will be repeatedly pressed back to the boiler for use, which can save 10%-15% of energy.c). The energy saving design of steam pipeline utilizes the temperature difference between single and double facer and preheating cylinder for secondary steam utilization.That is, the steam used by the single and double facer through the separation of soda water and then to heat the preheating cylinder, make full use of steam heat, reduce steam loss, which can save 2%-3% of the energy.Single facer and double facer after the use of secondary steam return preheating cylinder and triple preheating cylinder reuse, its design principle is shown in the figure. ▲Schematic diagram of steam pipe of triple preheater and single facer ▲Chart 1:No secondary utilization ▲Chart2:Secondary utilization ▲Chart3:Secondary utilization plus trapd). The energy-saving design of heating components is mainly manifested in reducing the volume of heating vessel, reducing the consumption of steam loss, and improving the speed of temperature change, which can save 2%-3% of energy.①Design Schematic of Heating Around Corrugated Roller ▲Chart 4:Design Schematic of Heating Around Corrugated Roller②Design of thin hot plate ▲Chart 5:Design Schematic of thin hot plate③Design of Arc Plate ▲Chart 6:Design of Arc PlateThe above is the current status of the industry, here to introduce how to use intelligent control to reduce steam consumption through process design.2).Energy saving design by process temperature controlProcess design: In fact, it is to control of each kind of grams of heavy base paper through intelligent equipment, glue gelatinization temperature and production speed of the corresponding process point control, to achieve the minimum temperature required by the base paper molding and glue gelatinization.At present, the industry is generally divided into two types of equipment, the first is low-speed machine, steam pressure of 6-8 kg/cm squared;The second is a high-speed machine with a steam pressure of 9-13 kg/cm squared.Preheating cylinder through the base paper wrapping angle to adjust the preheating temperature, hot plate through temperature control to adjust the temperature of hot plate, single facer is not temperature control, how much pressure steam main pipe provided, then how much temperature used for board production.In this way, our corrugated board production line can not achieve the minimum temperature production for different weight of base paper grams, nor can we effectively control the cardboard quality and steam energy loss.Temperature control system of corrugated paper :a) Detection of single facer: through the detection of single facer, the feeding in temperature of all kinds of base paper, linerboard, medium (attachment wet end control) and feeding out temperature of flute paper , and according to the production speed and the corresponding base paper gram parameter, it automatically adjust and control single facer and preheating cylinder with minimum steam temperature and an appropriate angle, the gluing quantity and equipment all kinds of pressure, etc.b)Detection of double facer : by detecting the feeding in temperature of every layers of flutes linerboard(attachment wet end control) of double facer, and the feeding out bottom temperature of cardboard and linerboard temperature of hot plate of double facer, and according to the production speed and the corresponding base paper gram parameter to automatically adjust and control double facer paragraphs hot plate and preheating cylinder with minimum steam temperature and the preheating cylinder angle, and quantity of the paste on the adhesive tape machine paragraphs cotton pressure, etc.c) Through the dry end of warping intelligent control system to measure the flatness of the cardboard of the current order, the system can automatically adjust and control the corresponding process temperature point parameters and quality (warping) parameters of the wet end control (paper temperature control system) equipment in accordance with the preset process parameters.Through intelligent control of the minimum temperature required for the temperature point parameters of each process, combined with the control of pressure parameters, steam energy loss can be effectively controlled at the same time, the production of stable and high-quality cardboard, reduce the labor intensity and skill requirements of workers, ensure the efficiency of production equipment and reduce the loss.3).Principle and application of low temperature and low pressure productiona) the main role of normal temperature in corrugated productionForming: reduce the reaction force of elastic deformation of the base paper (flute) forming and the internal stress on the board after the forming through the action of temperature.Adhesion: through the role of temperature, the role of the adhesive on the base paper quickly gelatinization, in order to achieve reliable adhesion.Preset temperature: pre-heat the base paper before forming and gluing it into cardboard, adjust the humidity of the base paper before entering the hot plate of single facer, etc.From the above points of view, the temperature of the cardboard has a great impact:(1) Single facer corrugated roll between the corrugated forming temperature conduction is relatively easy (relative to the hot plate adhesion), and the pressure roll and corrugated roll inside paper adhesion temperature conduction is also relatively easy (also relative to the hot plate adhesion), as shown in the figure: Loading Mode P1: Direct TouchTemperature conduction mode C1: direct conduction temperature on both sides(2) Double facer mainly refers to the hot plate gluing, cardboard in the hot plate loading mode and temperature conduction mode are not as good as the structure of single facer, so the double facer hot plate temperature requirements will be higher.As shown in figure: Loading Mode P2: Indirect Touch, and not too much pressure, not to crush the cardboard, P2 < P1Temperature conduction mode C2: direct touch on one side of linerboardSeptum: heat can only be tranitted indirectly by thermal radiationFor high speed machine, high gram cardboard not only on the double facer temperature requirements.In addition, the gelatinization temperature of the glue on the double facer should be adjusted to match the high speed.In general, the steam pressure of the medium-speed machine is 8-9 kg/cm squared, and the steam pressure of the high-speed machine is 11-13 kg/cm squared.b).Influence of temperature on physical properties of base paper and board(1) The influence of temperature on the humidity of base paperThe figure below is the process test diagram of temperature relative response time and humidity change of base paper: Figure 1:Curve A, curve B represent base paper of different temperature with different time back to the corresponding temperature.Figure 2: curve A and curve B represent the same type base paper with different temperature, after the same time, corresponding to the change of the temperature.Curve B represents base paper with low heating temperature has lower humidity. The curve A indicates that the high temperature of the base paper has higher corresponding humidity change.Humidity first low then high, that the base paper has a stronger water absorption after high temperature, which is the reason why the cardboard to be more flat right after being produced, and become warped after a period of time.(2) Temperature on the physical properties of base paperThe following figure is the process test diagram of temperature on the physical properties of base paper: The figure shows that the higher the temperature, the greater the fiber damage of the base paper, the aller the rupture strength, ring compression strength, on the contrary, the lower the temperature, the aller the loss of the physical properties of the base paper.c).Implementation of suitable temperature and pressure production(1) From the single facer forming and gluing of the loading mode and temperature conduction mode, corrugated line production does not need a high temperature.Normal high speed single facer, speed is more than 250 m/min is only required to steam pressure 12 + 1 kg/cm squared (steam temperature to 192 ℃ + 4 ℃), why?Reason 1: chromium plated corrugated wheel in high (in order to extend the service life of corrugated wheel), the need for a higher temperature corrugated wheel elastic deformation.Tungsten carbide corrugated wheel wear is very all, do not need to extend the service life and improve the high, do not need a large elastic deformation, temperature is not one of the conditions for the elastic deformation of corrugated wheel.Reason 1: chromium plated corrugated roll in high (in order to extend the service life of corrugated roll), the need for a higher temperature corrugated roll elastic deformation.Tungsten carbide corrugated roll wear is very all, do not need to extend the service life and improve the high, do not need a large elastic deformation, temperature is not one of the conditions for the elastic deformation of corrugated roll.Reason 2: At high speed, the base paper in the corresponding heating roll stay for a short time, increase the temperature is to ensure that the gelatinization and gluing, it also can not increase the temperature, only reduce the gelatinization temperature of glue to match the speed of corrugated machine.Conclusion: single facer, high-speed, > 250 m/min) steam pressure can be controlled completely in 6 kg/cm squared - 7 kg/cm squared, steam temperature of 165 ℃ to 170 ℃.(3) As to the double facer cardboard gluing loading mode and the temperature conduction is not as good as the single facer, the hot plate temperature is a very important factor to control and ensure the quality of cardboard (including warping, degumming and other physical performance indicators).Generally, at high speed, the steam pressure of several sections of the hot plate decreases by 12kg/cm squared one by one (according to the condition of the cardboard and the gram weight). In fact, we can match the speed of double facer by reducing the gelatinization temperature of glue, so as to reduce the required temperature of the cardboard.There are two states:A .Three layer board with low gram and five layer board due to low gram, base paper heat conduction is strong, at the same time, lower gelatinization temperature (56 ℃ + / - 1 ℃), to avoid glue form ahead of false gluing, it need some hot plate steam pressure from low to high.B. Due to the poor thermal conductivity of the high-gram heavy base paper, the thickness of the glue line is relatively large, the glue is not easy to be glued in advance, and the steam pressure of several sections of the hot plate is from high to low.Actual whole line temperature control visible corrugated line steam pressure distribution table:d).At this stage, the use of less and less weight of base paper has become the development trend of the industry, corrugated board in the production process to the base paper damage is not only temperature, but also the main damage is caused by mechanical extrusion of the base paper, the water in the cardboard will also cause the damage of the base paper, a large part of the water in the cardboard is brought into the cardboard by glue.These three aspects lead to the base paper production process damage as high as 10-15%, 70% of the damage is caused by mechanical extrusion, 20% of the damage is caused by glue, only 10% of the damage is due to temperature problems.As the base paper moisture and temperature are related, the biggest impact on the cardboard moisture is the glue moisture content, only in the cardboard glue moisture content research has a major breakthrough, can reduce the impact of glue on the cardboard moisture.That is to say, the reduction of water content or natural gelatinization at low temperature and room temperature, then the cardboard production may have a major change.Low temperature and low pressure or room temperature production of corrugated board, in order to better protect the original physical properties of paper, improve the quality of corrugated board, low temperature and low pressure production of corrugated board must solve the glue adhesion performance under low temperature and low pressure, corrugated board molding, to ensure high speed production of corrugated board. --If there is copyright dispute, please contact us to delete.







































 Solution to the problem of discoloration in carton printing
Solution to the problem of discoloration in carton printing


 How to address poor gluing(Adhesion difference between drive side and operational side)
How to address poor gluing(Adhesion difference between drive side and operational side)

























 Production control system and process technology
Production control system and process technology

 Comparative analysis on the advantages and disadvantages of stacking forms
Comparative analysis on the advantages and disadvantages of stacking forms





 Elements to consider when purchasing double facer
Elements to consider when purchasing double facer

 How to use intelligent control to reduce glue consumption
How to use intelligent control to reduce glue consumption



 Elements to consider when purchasing pre-heaters
Elements to consider when purchasing pre-heaters





 Factors to consider when purchasing a splicer
Factors to consider when purchasing a splicer




 Inspection of base paper and corrugated board and its influencing factors on quality
Inspection of base paper and corrugated board and its influencing factors on quality
 Professional! The most detailed using and maintenance terms for corrugating rolls
Professional! The most detailed using and maintenance terms for corrugating rolls



 Conveyor purchase system and process technology
Conveyor purchase system and process technology
 Treatment of Contaminants - Dioxins
Treatment of Contaminants - Dioxins


