



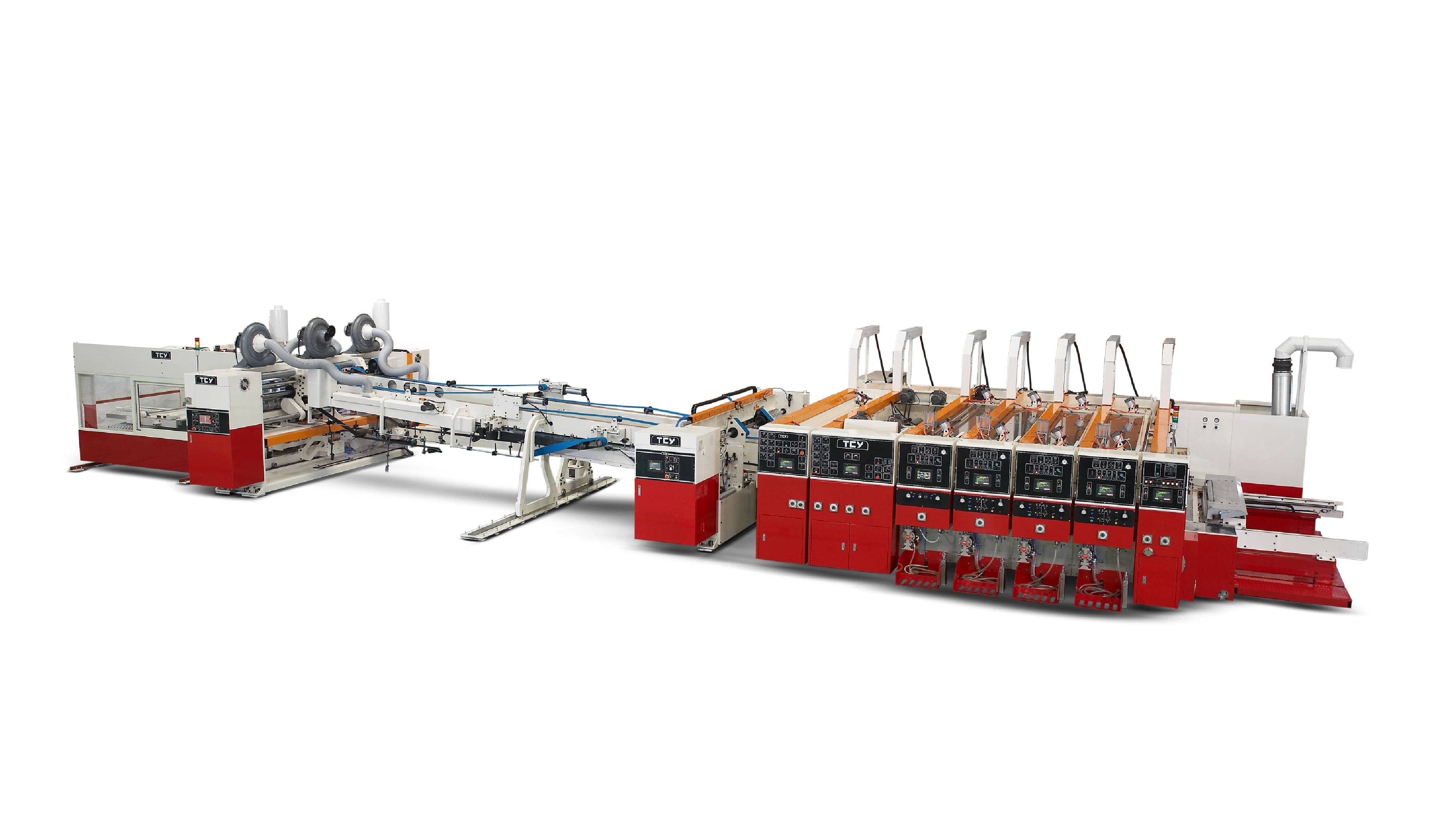

● Max. machine design speed: 150 sheet/min ● Min. feeding size: 400x650mm ● Max. feeding size: 1550x3000mm (without skip feeding) ● Max. feeding size: 1800x3000mm (skip face) ● Max. printing area: 1600x3000mm ● Cardboard thickness: 2-10mm ● Print die thickness: 7.2mm ● Print cylinder run laterally: 25mm

Automatic corrugated board multi-color printer slotter die-cutter machine, is the must need in the paper box package industry, that is easy operation and save the labor and save the cost, and this is the most popular machines in current carton box factory. TP-CR Series open & close type flexo folder gluer can finish multi processes in one pass, such as feeding, printing, creasing, slotting, trimming, corner cutting, punching, die-cutting, folding, gluing, counting and ejecting. The machine is designed according to high request and reliable , humanization operation, it can set, change and memory orders in short time, with touch screen display. It adopts centralized computer control and servo independent drive; it can connect to the whole plant ERP management system.

TP-CR Series open & close type flexo folder gluer can finish multi processes in one pass, such as feeding, printing, creasing, slotting, trimming, corner cutting, punching, die-cutting, folding, gluing, counting and ejecting. The machine is designed according to high request and reliable , humanization operation, it can set, change and memory orders in short time, with touch screen display. All of drive rollers are made of super quality steel, hard chrome plated, with surface two times grinding, and make balance adjustment. Transmission gears, planetary gear, registering gear, Axle sleeve gear are made from 20GrMnTi. Teeth carburized and quenched; the hardness is HRC58-62. Precisely ground and more stable running. (Ground by Germany High-Precise gear grinding machine. The precision grade up to 6.5 The machine with automatic lubrication and oil recycle system.

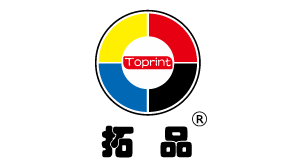
● Integrated CNC control system,trouble shooting,production management,remote maintenance. ● Quick printing plate mounting,motorized phase zero. ● Powerful dust remover,with anti-static bar,centralized dust collection,less ECT loss. ● High precious transfer structure with ceramics vacuum transfer wheel,good registration accuracy. ● Creasing-slotting unit,prevent creasing line from bursting,better folding. ● Counter ejector with down stacking.

● Integrated CNC control system,trouble shooting,production management,remote maintenance. ● Printing plate mounting when machine is running,quick spraying anilox roll washing system. ● Fixed printing unit machine but openable-easy to do maintenance and add printing unit. ● High precious transfer structure with ceramics vacuum transfer wheel,good registration accuracy. ● Powerful dust remover,with anti-static bar,centralized dust collection,less ECT loss.

CE certificated machine designed with advanced concept,made according to European standards with TAI YI many year experience.





























 Basic practices about FFG maintenance
Basic practices about FFG maintenance
 Characteristics of intelligent FFG and the differences from conventional ones
Characteristics of intelligent FFG and the differences from conventional ones



 Analyze the whole process of Flexo post-Sheet printing in details
Analyze the whole process of Flexo post-Sheet printing in details
 The Impact of Environmental Humidity on Corrugated Board and Carton Strength
The Impact of Environmental Humidity on Corrugated Board and Carton Strength
 How to Plan Corrugated Carton Production Factory-Waste paper& Wastewater Treatment
How to Plan Corrugated Carton Production Factory-Waste paper& Wastewater Treatment

 Treatment of Contaminants - Dioxins
Treatment of Contaminants - Dioxins


