

WWW.SHDLJX.COMVincent.gao@shdljx.comDinglong@shdljx.com

Brazil

Poland

Russia

Malaysia

United States

Mexico

Japan

Saudi Arabia

Thailand

Tunisia

Turkey

Armenia

Iran

India

UK

Vietnam

China
ANVIL COVER
LEAD EDGE WHEEL
ANILOX ROLLER
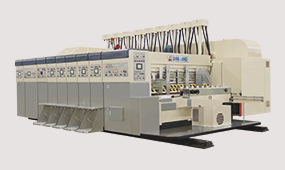
DL FFG-VRIDA-TP
DL FFG-VRIDA-TP

DL SNOVA TP

DL SNOVA TP

DL FFG-SNOVA-TP

DL FFG-SNOVA-TP

DL FFG-SNOVA-TP

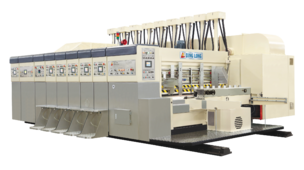
DL SNOVA BP

DL FFG-VRIDA-TP

DL SNOVA BP SCS

DL FFG-SNOVA-TP

DL SNOVA 2200(2500)

DL SNOVA HP

DL SNOVA HP

DL SNOVA HP

DL FFG-SNOVA-TP

DL FFG-SNOVA-TP

DL SNOVA BP SCS

DL SNOVA BP SCS

DL FFG-SNOVA-TP

DL FFG-SNOVA-TP

DL FFG-VRIDA-TP

DL FFG-VRIDA-TP

DL FFG-VRIDA-TP

DL FFG-VRIDA-TP

DL FFG-VRIDA-TP


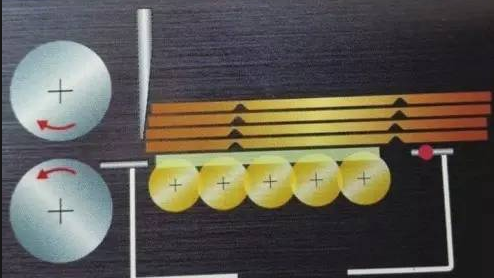
The Effect of Plate Lock Loosening and its Solution
In the process of printing, deinking often occurs. Once deinking, it will affect the production speed, and cause color separation and cardboard pollution.There are many reasons to cause printing deinking, and generally it first comes to you is that the ink viscosity is too high or ink foam. However, printing deinking is not necessarily the problem of ink, it may be due to the loosen printing plate.Printing plate loosening is easy to cause deinking and burr of printing patternsWhen the operator installs the plate, the lock is not tight or the lock system of the printing press is loose. If the printing plate becomes loose during production, it will cause deburring. The reason for this is due to the loosening printing plate, the plate base in the process of tranission will be stained with ink, of course, printing ink transfer force is uneven in the process of production because of loose printing plate lock, this would cause ink dragging, resulting in deinking and blurs. Because the print plate is not locked, the plate base is easy to bulge out. It is stained with ink during operation and then transferred to the cardboard. The extra transferred ink is printed on the cardboard, but the printing plate if not locked, is prone to pulling, resulting in the printing deinking. Solution: lock up the print plate, check and clean regularlyIf printing plate not locked well, it will appear printing blur, color register inaccuracy. So in the production process, printing plate must be locked well, and regularly check and clean printing plate lock system, to ensure the normal operation of the locking system.
1518 views0 0

Basic practices about FFG maintenance
1.Regular maintenanceOperators are responsible for daily maintenance, after each shift, a basic maintenance should be done everyday, and an overall maintenance should be done in every week. The main contents include: carefully check the use and operation of equipment, fill in the shift records, clean all parts of the equipment, regularly lubricate and tighten loose parts at any time. Adjust the equipment to eliminate all defects, check whether equipment parts are in full, whether workpieces, accessories are placed neatly.2.First level serviceFirst level service maintenance refers to the maintenance conducted mainly by operators, and guided by professional workers. This maintenance is suitable for a machine that has operated for one month( Two shifts ).Its main contents include:●Inspection, cleaning, adjusting electrical control parts.●Thoroughly clean, wipe off the outside of the equipment and check the inside of the equipment.●Check and adjust the parts of each operation and tranission mechani.●Check the oil pump, dredge the oil circuit, check the oil quality and quantity of the oil tank.●Clean or replace the oil-stained felt, oil line, remove the burr of each active surface.●Check and adjust all indicating instruments and safety protection devices.●Any machine fault and problems should be removed and leakage should be eliminated as well.The equipment should be achieved the following standards after first level maintenance:●A Clean and bright appearance●The oil circuit is clear and the oil window is bright●Flexible operation and normal operation●Safety protection and indicator should be in full and correction.Maintenance personnel should keep records on maintenance content, machine fault and hidden problems, test run results, trial production precision, running performance, etc.3.Second level serviceSecond level service is to maintain the technical condition of the equipment, mainly conducted by professional maintenance personnel, and operators assisted.It is mainly aimed at repairing or replacing the wear and tear parts of equipment. At the same time, the second level service should complete all the requirements of the first level maintenance, lubrication parts are required to clean, combined with the oil cycle to check the quality of lubricating oil, clean and change oil. Check the equipment's dynamic technical status and main accuracy (noise, vibration, temperature rise, oil pressure, ripple, surface roughness, etc.), adjust installation level, repair parts that its adjustment accuracy has deteriorated, calibration machine instrumentation, repair safety devices, cleaning and replacement of motor bearings etc.After second level maintenance, the required accuracy and performance can meet the process requirements, no oil leakage, no water leakage, no air leakage, and no electricity leakage. Sound, vibration, pressure, temperature rise are up to standard. Dynamic and static technical condition should be checked before and after the second level maintenance, , and carefully do maintenance records.
1696 views0 0

How to improve warping problem during the normal production?
If cardboard warping, it can be improved through water wiping, steaming, and heavy pressure. However, the result is not satisfied after a variety of methods. So what should we do with this warping cardboard? Discard them directly or reprint? In fact, the loss can be minimized as long as a little improvement being made in the printing process .1. Slotting dislocation is the biggest problem after cardboard is warping After cardboard warped, the annoying problem in the production is slotting dislocated, rather than printing askew. The cartons printed askew at the range of about 3mm are acceptable to many enterprises. But, if slotting dislocated 3 mm, a lot of manufacturers would return all the cartons back. Because the slotting dislocation will directly affect the carton formation and carton physical indicators.2. Special printing process can be used to solve the cardboard warpingIn general, the normal process when printing cardboard is using one machine directly to printing,scoring and slotting. In this case, the process is relatively simple, but it will cause a lot of production losses, especially printing the warping cardboard. Therefore, it is recommended to use a special printing method:Operating procedures: printing press + scoring line (slitter) + slotting (printer or three blades and one angle).Advantages: Lower LossDisadvantages: Complex Procedures3. Specific operation processTake the upward warping cardboard as an example: This warping cardboard, the probability of slotting dislocation is the largest, the following for this kind of warping cardboard is the instructions to improve production.1.First to use the printing press to finish the cardboard printing, do not score and slot. In this way, the printing position is easier to adjust.2. Scoring the cardboard by slitter3.Turn the cardboard upside down to slotting, so that the direction of the cardboard warping has changed, which is conducive to the carton slotting.4.If you have machine equipped “three blades and one angle”, that’s s good. After the warping cardboard printing is completed, and the completion of the scoring, it is directly cut into cartons.If we can follow the above four steps of process improvement, the warping cardboard will be made into a carton oothly. Though there are a few more steps in the process, the production loss is minimized. The profit is rather low in making cartons, production loss must be strictly managed.
1481 views0 0
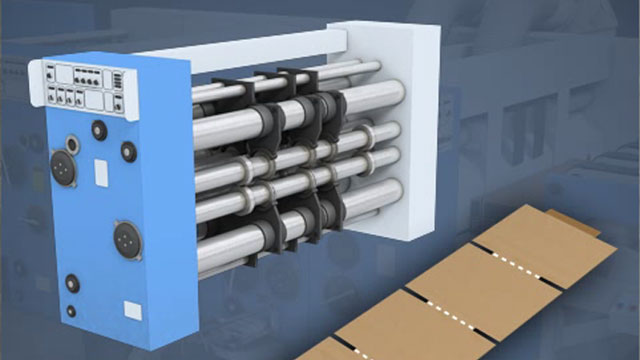
How to prevent board crushed by using non-paper feeding roll system?
When talking about the paper feeding roll , many carton printing operators will think of cardboard crush. It is really upset when the crushing problem cannot be solved. But, do you know that not only printing machines without paper feeding roll exists, but it have been used in many carton factories. Now let's take a look at how printing press without paper feeding roll solves the cardboard crushing problem. There are some differences between the non-paper feeding roll mode and the conventional feeding mode: the leading edge feeder platform has 5 rows of pull rolls, 2 rows more than the conventional of 3 rows. It is directly transferred to the back paper belt by the pull rolls, so there is no need for paper feeding roll to clamp the cardboard for subsequent tranission. Therefore, cardboard crushing problem can be avoided naturally.Feeding mode of the press with no-paper feeding roll in the whole cardboard production: When the cardboard is transferred to the suction belt by the first 5 sets of pull rolls, and then into the printing slotting or die cutting unit, the entire transfer removes the paper feeding roll.Conventional printing press feeding mode has paper feeding roll or suction mode.The equipment of the non-feeding roll is also the suction mode, but different from the conventional suction mode, it adopts the whole belt operation for the transfer, so that the cardboard can run more oothly in the overall transfer operation, which is conducive to the color register. In the production of cardboard, air absorption should be adjusted according to the size of the cardboard and flute, so as to ensure the paper feeding accuracy. Scope of application: This type of non-feeding roll mode is suitable for printing cardboard with downward warp, rather not upward warp, especially for high-quality material cardboard. Without the feeding roll unit, the cardboard will not be crushed, thus improving the capacity of the crush resistance of empty box.The key point of the non-feeding roll printing press is the maintenance of the pull roll and the control of air suction, second is the tightness and deviation correction of air suction belt , these two factors will affect the printing accuracy. Table:Comparison of paper feeding roll and non-paper feeding rollItemsAccuracyThicknessGap AdjustmentPaper feeding rollGoodLoss 0.3mmHaveNoe-paper feeding rollGoodNo lossHaving notDifferencesLittleNot damage cardboardLower labor intensity
1511 views0 0

What to do to keep carton formation?
Carton formation should go through a series of processes like printing, slotting, stitching or gluing, strapping.With the improvement of equipment automation, these processes have evolved into one process. Such as printing, stitching(gluing) unit production line.No matter single machine production or inline production, every process in carton formation will have an impact on the cost. In other words, the more processes that go through, the higher the cost. The larger the batch size, the lower the production cost of the equipment with higher degree of automation and vice versa. However, in the case of more orders yet less quantity per order, the production cost of using a single machine is low, and vice versa. Important processes for reducing the carton formation process cost :Printing: High ink viscosity means high layer thickness, resulting in ink costs increased. This not only affects the printing speed but the printing quality, so the ink must be a high concentration while low viscosity.Slotting: In general, the slotting process has little impact on the cost. Cutting carton tongue and trimming, as well as slot width will affect the cost. It depends on the precision of the equipment. For high precision equipment, tongue of double wall carton can be reduced to 87.5px, and tongue of single wall carton can be reduced to 70px. In this way, the length of the cardboard can be saved by 12.5px. For example, if there are 1 million cartons every year, the loss of 5000 meters will be reduced. If the carton is $0.57per meter, it is in total $2,857. That's pretty impressive. If you produce more, you save more. So the carton process improvement is very important for production cost control. Not only various occasions accordingly, but to understand the final needs of customers, in this way , a win-win approach could be achieved through process improvement.
1477 views0 0
How to make perfect carton by adjusting scoring and slotting?
1. The basic structure of scoring and slotting unitThe purpose of slotting is to cut a certain width and depth on the flap of a cardboard. When making the carton, the knife must be diantled when the height of the carton exceeds the maximum distance between two slotting knives, and the position must be adjusted accurately, otherwise it will cause the equipment and tools damaged, also reduce production efficiency and increase production costs. The scoring and slotting unit is composed of slotting unit, scoring unit, angel cutting unit and trimming unit. The slotting unit consists of an upper slotting knife, a lower slotting knife and a scrap knife. Of those, the lower slotting knife has four round steel plates, and the distance among them is exactly the thickness of the upper slotting knife. The scrap knife is used to remove the paper scraps left in the lower slotting knife to avoid shut down due to paper jam. Generally the scrap knife is made of copper.Some slotters have two scored shafts, while others have one. Similarly, some slotting machines have two slotting shafts, while others have one. Two scored shafts are used for initial and secondary scoring, or pre-creasing and scoring, respectively.There is a row of scoring rollers on the scored shaft. These steel scoring rollers have different shapes according to different purpose. When processing heavy gram cardboard, high pressure scoring roller should be used , so the scoring accuracy can be ensured. When the flute height increased, the width of the scoring should also be increased, so as to avoid the inner layer cracks .The scoring can be flat or have a 0.5mm to 0.4mm raised.2.Introduction of each part’s Scoring unit: The is to scoring several lines out of the cardboard to facilitate formation.Angel cutting unit: Mainly divided into knife holder, blade and anvil. The is to remove the excess pieces of paper at both ends of the tongue joint.Trimming unit: It is mainly divided into two semi-circular steel trimming knives respectively, whose is to cut off the excess paper edges. Basically not use any more.Double shaft knife holder: Mainly used to narrow the width of slotting.Pre-creaser: Also called crushing roller, it is to install a pair of metal scoring rollers directly in front of the slotting knife. Its main is to make pre-creasing adjustment for scroing, in order to facilitate the formation of the carton, and prevent score cracking. If pre-creaser with power, it can better achieve a certain degree of pre-pressure and line speed.3.Process details in production Anti-cracking crushing roller: The gap should be less than the half of the thickness of the cardboard, and the standard is not to crush the cardboard.Scoring roller: The gap is about the half of crushing roller, the standard is not to crush the cardboard.Slotting knife: The gap of upper knife embedded the lower knife is about 3mm, the gap of clamping is about 5mm, and the upper holder or lower holder should be taped with sponge to anti-skid.Trimming knife: The upper knife should touch the lower one for more than 6-10mm, and should be sealed vertically.4.Factors to notice in order to ensure the scoring and slotting effectIt is very crucial for carton’s logistics performance and formation that whether the scoring and slotting is good . When the scoring is skew, carton formation will not be square enough.If the slotting edge is too deep, it will break the surface layer, the compressive resistance of empty carton will be reduced. Poor scoring or slotting will affect the production efficiency of the post-process, so the scoring must be straight and deep. The slotting edge should be ooth, not rough.In order to achieve good slotting and scoring effect, we must pay attention to the following factors:●Slotting knife wear Slotting knives are consumables among the printing components. The major problems may occur including slotting knife is rough and wear, and failing to cutting off the paper scrap. The main reason is the slotting knife wear. After the slotting knife used for a period of time, the blade wear and tear, getting thinner, and there will be a large gap between the upper and lower knives, resulting in the paper is no longer being cut but tore. Then the edge of the paper is easy to break and become rough. So we need to check the slotting knife regularly, and screw must be fastening on a regular basis.●Slotting depth Slotting knife is divided into upper knife and lower knife, the depth of upper and lower knife is different, so is the cutting effect. Conventional production of single wall cardboard and double wall cardboard has a certain standard cutting depth, single wall is shallow, while double wall is deep.In addition to paying attention to the depth of the slotting, the scrap plate of slotting knife holder should also be noted. When the scrap plate is worn, the paper is easy to get stuck in the slotting knife, resulting in the expansion of the lower knife holder, which leads to a larger gap between the upper and lower knife, resulting in rough slotting edge and rupture.●Scoring roller gap and scoring depth Scoring is divided into pre-creasing and scoring. Crushing roller is mainly to destroy the flute, that is, after the flute crushed, it is conducive to scoring. Generally, the gap of crushing roller is half of the thickness of cardboard, that is to say, if the thickness of cardboard is 6mm, the gap of crushing roller is 3mm, so as to make it more matching. Scoring depth in general should not crush the cardboard. The depth can be adjusted according to the thickness of the paper and the crushing roller.●Slotting paper guide shaft The paper guide shaft of the slotting knife holder plays a transfer role in the slotting process, if the height difference between the paper guide shaft and the lower slotting knife is too large, the cardboard can not be supported in the slotting process, which exacerbate the run-out. Paper guide shaft is to ensure the cardboard oothly transferred to the stacking unit, so the role of the paper guide shaft is also very critical.5.How to solve the score cracking by adjusting scoring ? ●Improved plans of scoring equipmentPre-creaser improvement: Some of the all factories do not have pre-creaser, it is highly to consider converting a pull paper roller into pre-creaser. And this can be also applied to those whom having pre-creaser, in this way, the probability of score cracking will be greatly reduced after two pre-creasing.Scoring roller improvement: The width and depth of the scoring should be reasonably calculated. You can also make the scoring roller larger, so that the run out of the scoring roller will be reduced, that will be conducive to scoring.1) If two pre-creasing are selected, pre-creasing gap must be gradually reduced, and put them in order from large to all, and check if the pre-creasing position is correct.2) The scoring roller pressure should be gradually increased, in principle of not cracking the cardboard.3)To regularly check the scoring depth, and to correct the roundness and balance of the scoring roller.
1627 views0 0

The reasons and solutions of die-cutting cracking
Cracking refers to paper score crackings when the product in the die-cutting or folding. This is a common problem in die cutting, especially in dry weather. It should be analyzed according to the specific situation.Paper crisp, low moisture content, especially paper after high temperature polished, it is easy to crack in die cutting. In this case, wet the paper before die-cutting, water machine could be used to water the back of the paper, to increase moisture content, make it slightly pliable, and then put the paper into die cutter. After die - cutting, if the cardboard cracks when laminating, you can spray some water on the crease, in order to alleviate the cracking. 2.The surface of the presswork has a large field of blue or black and other dark color, which is very easy to cracking after die-cutting. Not or less adding ink additives in the dark ink during the printing, to enhance the adhesion of ink on paper, reduce cracking.3.When cardboard thickness is too large, cracking comes out. At this time, the height selection of die cutting steel line should be reasonable.4.Putting tympan paper under the steel plate is easy to cause cracking. At this time, to reduce the thickness of the tympan paper.5.Die cutter with high pressure is the reason to cause cracking, pressure should be reduced, so that paper trim would be well separated.6.Crease matrix or bottom die paper is too thick, scoring is narrow, resulting in cracking. Appropriate thickness of crease matrix should be selected with a moderate scoring width .7.The paper powder falling off from the cutter collected in the slot will cause cracking. Operators should promptly remove paper powder, foreign bodies, etc..
1320 views0 0

Daily spot inspection on FFG
This article will introduce FFG daily spot inspection. Spot check is very important and must be done every day. And all operators and repairmen must master. Spot inspection are suitable for paper feeding unit, printing unit, slotting unit, die cutting unit, and electrical inspection.1.Daily inspection on paper feeding unit.1).Whether the polished rod and the lead screw are clean and lubricated?2).Whether the feeding wheel wear or falling off? Whether there is debris retained?The paper feeding wheel used by many companies is made of two pieces, that is, the upper and lower half circles are combined. This kind of paper feeding wheel is most likely to fall off, but the two pieces of combined paper feeding wheel is more convenient for loading and unloading, so there are both advantages and disadvantages.3).Is the baffle operating normally?The front baffle, we mainly check whether the gap on both sides of the baffle is consistent. If the left and right gaps are not the same, the thick side of the paper went in, while the thin side is still blocked by the baffle. So the inconsistent baffle gap will affect the paper feeding.4).Is the fence parallel to the feeding platform?The fence must be parallel to the feeding platform. This paralleli can be measured by a dial indicator. It is recommended that every company should buy one as a common tool. The fence above the paper feeding wheel should be controlled so that the gap between the fence and the leading edge of the paper feeding wheel is consistent. If the gap is not right, the paper feeding wheel will get stuck if it is slightly skew.In addition to the above four points, we should also check whether there is gap deviation on the both sides of the feeding whee, feeding wheel gap paralleli deviation should be ≦ 0.1mm, check with a feeler gauge. The rear baffle is the same, with a paralleli deviation of ≦1mm.2.Daily inspection on printing unit.1).The ink pump should work normallyWe should first check the pressure, the general pressure control in 6-8 kg, in many factories, because the ink pump pressure is not enough, the ink leakage, and the production can not be carried out, as we have to stop to clean the machine.2).No blockage in ink reclaiming pipeInk tube is generally washed not very clean, often blocked, so before starting to check whether it is blocked, otherwise the ink reclaiming is not too much after the ink pump running a while.3).Inspection of couplingA coupling is a cross coupling, and there is a universal joint coupling. If something goes wrong with the coupling, the drive is not working properly.4).Check if the closed up slot is clean and lubricated.5).Check whether the containment blade keeps cleanThe sponge should be replaced in time if wear and tear. If the doctor is not clean, the printed product will have an obvious mark.3.Daily inspection on scoring and slotting. 1).Knife holder, lead screw rod and polished rod shall not be stained.2).Whether the wear pin is excessively worn.3).The slotting knife should be firmly fixed on the knife base. The equipment will vibrate during operation. The loosening screws may cause the slotting knife to fly out and damage the equipment.4).Scoring wheel must not have ink residue. The maintenance for scoring wheel is not that frequent, so we should do check regularly. It is because the scoring wheel goes wrong, the cardboard after production having ink stain or scoring cracks. Because of the scoring cracks concern, a lot of tape will be wrapped on the scoring wheel, if the tape on both sides are uneven, it will cause one side crushed, while another is not.A lot of scoring cracks is simply because the pressure is not adjusted well. Or the pre-creasing is not properly adjusted. You can wrap tape on the pre-creasing wheel instead of scoring wheel. Some people believe it's because the paper is dry, but even if the paper is dry, it usually won't cause scoring cracks under the right pressure. Therefore, the pre-creasing wheel should be adjusted rather than scoring wheel in dealing with the scoring cracks.5).Do not leave residue in the slotting unit.6).Check the copper scrape fork. Clean up the paper scraps, or it may block the knife, once blocked, the scraps will not come out, stuck in the slot of the bottom knife. If seriously, it may damage the slotting knife, or even cause equipment accidents. If it is inline, it will cause more trouble.4.Daily inspection on die - cutting unit. 1).Paper pulling wheel inspection. Pay attention to check whether the wear - resistant copper wear off, if wear off, it should be replaced. Whether the shaft surface is clean, and the screw rod and polish rod is clean.2).Check the cutter die. First to listen if any unusual sounds. Because the die-cutting unit is a pressure equipment, especially components like bearings, gear will go wrong easily. Secondly to see if the knife anvil warped, because the knife anvil is made of PU or plastic, which is easy to warp. This part needs special inspection.Finally, to see if there is dust in the close up screw hole.5.ConclusionDaily inspection is not complicated in general, but the key is to insist doing everyday. It is recommended that to make a daily inspection form for reference.
1674 views0 0

How to maintain and use paper feeding roller?
At present, most printing presses adopt the leading edge paper feeding. An indispensable part of the leading edge paper feeding is the paper feeding rubber roll. The advantage of paper feeding roller is that it can transfer the paper oothly to the carrying roll, the main of paper feeding roll is to transfer.Friction will be produced in the process of feeding paper, if you do not pay attention to the maintenance during the process, the paper feeding roll will need to be replaced, not only to cause cost waste, but also some other production loss.1.Abrasion is the “biggest killer” of paper feeding rollNow there are more and more manufacturers produce paper feeding roll, the service life of each and every is not the same, feeding roll loss is mainly caused by wear and tear, because paper feeding will produce friction, the circumference of rubber roll after a long time use will be changed, and it needs to be replaced after a certain period of time. 2.Paper feeding roll abrasion will cause mass production wasteLet's do a math: take the configuration of model 1200 as example, if one paper feeding roll is $11, 64 rolls in total for the paper feeding unit, so the total cost is : $11*64pcs = $704, if the maintenance is not well, paper feeding roll will be replaced in half a year, then the spending in one year on the paper feeding roll will be$1,408.But this is not the most important, if the paper feeding roll wear, it will cause slotting shift, color process inaccuracy, printing askew and a series of production losses, not only resulting in production waste, but human cost waste. 3.How to maintain and use the paper feeding roller1) One of the main reasons for paper feeding roll wear is that the paper scraps get stuck between the roll and the supporter, so the position where paper scraps stuck will be immediately worn out when running at high speed. So when foreign matter is found in the front of paper feeding roll, it must be promptly cleaned.2) After a period of time, switch the paper feeding roll, that is to switch the roll at both sides to the middle, be sure to make it on the same level, only in a flat surface, can reduce paper feeding roll wear.3) Paper feeding roll should be regularly cleaned and maintained, alcohol can be used. Do not use toluene for cleaning. After cleaning the paper feeding roll, it can work well, and friction of the paper feeding roll will be increased as well.4) Paper feeding roll rotation with an uneven speed is also a main reason for wear, so we must repair and maintain paper feeding roll when they are rotating slowly.Special reminder: The operator of the printing press should often pay attention to the cleanliness of the paper feeding roll, because the damage of the paper feeding roll directly affects the precision of printing tranission, and sometimes feeding askew may be caused by a damaged paper feeding roll .
1670 views0 0

How to avoid problems in debugging?
It has skills to debugging printing press, not just by feeling. If you pay attention to the following points, many common carton printing problems can be avoided.1.Make sure adjust the plate pressure to zero : Hanging the plate (preferably full-page), and slowly reduce the gap between the anilox rollers, 90% of the inking area is the zero of plate pressure.Note: The front end of the printing pattern is not neat if the plate pressure is too large. Also, this gap needs to be calibrated monthly.2.Zero adjustment of printing pressure: Take double wall of flute B as an example, slowly reduce the plate gap, ensure 90% of the full-page printing area is inking. At this point, the electronic control value minus the thickness of the cardboard is the zero of the printing pressure. During normal operation, the printing pressure is about 0.2-0.5 mm lower than the cardboard. The back side of the printing surface will be irregular if the pressure too much.Note: This gap needs to be calibrated monthly. 3.The principle of adjustment of printing feeding roller is the same as printing pressure.4.In principle, the thickness of cardboard should not be reduced by more than 5% during the production, otherwise the carton compression will be seriously affected.5.During the process of production, when the printing press was accelerating, if the cardboard is overall running dislocation, the pressure of the pull rolls should be increased, and the printing pressure should be increased from the back to the front, otherwise the printing blanks will be occurred.6.In the production process, the cardboard without downward warping often appears slotting run-off, the main reason is the transition from the last color of cardboard to slotter entrance is not good, so that the cardboard will hit the lower slotting knife. Problem can be solved by adding transition plate.
1963 views0 0

Methods to improve accuracy and efficiency of plate hanging
People who operate a printing press know that they would often encounter a series of problems like color process inaccuracy and printing skew. New hires don’t know how to hang plate, even many time being told, the plate often hung upside down.How to accurately hang the plate and enhance plate hanging efficiency?First to analyze the steps of plate hanging:● Confirm which color to hang.● Confirm the direction of the plate hanging.● Lock after the plate being hung, and confirm whether it is skew.These three steps look simple, but some people still make mistakes out of it. Generally new hires don't know how to hang up. Why? This is because there is no standardized labeling for this type of problem. So how do you avoid that?A green tape will be pasted on the operation side. The color of the tape can be marked according to the production time: For example, red tape for 2013, green for 2014, and purple for 2015. Even if you have thousands of plates, you can instantly tell at a glance when this plate was used. For the plate management, it is simple.Label the operation side of the printing plate with the plate number, color and color group. The printing of this color group is showing which color to use, that is, when the operator looks at the marked value, he can accurately find the printing unit of hanging plate, so as to avoid waiting for the captain to tell you where to hang up.Put a red arrow in the middle of the center line of the printing plate to indicate the direction of hanging plate. There is a mark on the operation side and a mark on the center line, so as long as you tell or demonstrate to any new employee, I believe he will know how to hang the plate immediately, and how to confirm the direction and position.Only the above three actions, things become simplified.Plate hanging is operated by staffs, to hanging a standard printing plate, we must following the below: 1.Ensure the paralleli of film base and lath.2.Ensure that the starting position of the printing is parallel.3.The box drawing must be correct.4.Install the printed plate with the strip.If you do can the follow above four steps, you can improve your accuracy on the plate hanging by more than 50%.
1320 views0 0

Printing crush forms and its effects
1.Printing crush formsIn the printing production , the cardboard is often crushed, giving rise to the problems such as unprinted patches and printing paste, reduction of the carton pressure resistance, which is a serious problem threatening the production quality. The cardboard crushing is divided into all-crushed, strip crushed and part crushed, we need to make a detailed distinction to the reasons.1).All crushed If the carton is found to be completely crushed, please check whether it is full-page printing on the surface. If not, the crush probably caused by paper feeding roller. If it is full-page printing, first we should release the printing pressure and then feed the paper. If the cardboard is not crushed, it demonstrates that the pressure of printing plate is too much,that’s why to crush the cardboard.2).Strip crushed This is one case of the part crushing, generally the pressure of pull rolls is too large, resulting in cardboard being crushed. At this time the crushed cardboard is in a strip state, and the width is the same with the pull rolls,, this kind is easy to distinguish.3).Part crushed The cardboard crushing area is where the printing pattern is, indicating that the reason for part crushed is the high printing pressure, the crushed size is the same with the printing pattern.Of course, too much die-cutting pressure will also cause cardboard crushed. And the cardboard crushed in terms of the press is probably the too much printing pressure. We should analyze according to actual situation.The cost impact of printing crush1. When cardboard crushed, it will directly lead to the expansion of printing dot, reducing the printing fineness.2. The crushing will result in the reduction of the carton compression value, generally giving rise to a 10% drop in the carton physical index.3. Printing crush is a production accident, in order to meet customer requirements with demand products, the carton factory will have to rework, which definitely increase the paper costs .
1674 views0 0

The factors that feeding roller to crush the cardboard
1. Paper feeding modeThe conventional paper feeding mode of printing press is: there are three sets of all pull rolls in the front, that transfer the cardboard to the paper feeding rolls, and then the paper feeding rolls transfer the cardboard to the following pull rolls. Because the paper feeding roll is a solid state, the upper and lower has two respectively, when in normal production, the height of feeding roll gap should be about 0.3 mm less than the cardboard thickness, the gap can not be large or all, if the gap is too large or too all, the paper feeding precision can not be guaranteed, such as if the gap is too all, clamped too tight, cardboard will be crushed.If it is two sets of paper feeding roll mode, the advantage is of high feed precision, but the disadvantage is easy to crush the cardboard.The easiest thing to happen with two sets of feeding roll is1).The printing operator adjusts only one set of feeding roll, causing the second set to crush the cardboard.2).Inaccurate display of paper feeding roll gap will lead to misjudgment.2. Paper feeding roll pressure control system Conventional paper feeding mode: The upper roll jumps up and down in the process of paper feeding. During pressure control:1).Pressure control system is inaccurate, resulting in cardboard being crushed.2).High speed paper feeding with a high frequency, but easy to hit the feeding roll, affecting the feeding precision.Improved paper feeding mode: The gap between the upper and lower roll is fixed, so during pressure control:1) The feeding gap can be adjusted according to the thickness of the cardboard when the pressure is controlled.2) The feeding precision is stable.
1819 views0 0

How to Improve the Folding Effect of the Carton when it is Produced by FFG (In-line Printing Slotting Folder Gluer) ?
This time we would like to discuss folding a typical RSC (FEFCO 0201). The first thing to realise is that a box with a print defect can still be used for packing goods, but a box with a folding defect gives problems on a packing line. It’s therefore critically important that boxes meet dimensional specifications and tolerances. When did you last check the alignment of your FFG, in particular the feeder relative to the slotting section and folding section?Do you know how many boxes are used during set-up?Are your customers happy with your folding quality?Do you have any idea about the impact on box compression strength when producing an RSC on a machine that is not properly aligned? The problemTo understand the problems of manufacturing an RSC, we’ve produced two drawings. What you could do is put on your copier and copy the two images. Preferably enlarge them so that one image fits on a full A4 sheet. Next, cut them out and fold them over the folding lines, as is done on the FFG. What you will notice is that the following image will result in a perfectly folded, flat box with no fishtailing and that the lead edge and trail edge gap are the same size.In the next image, I simulated the box being fed skewed. If you cut it out and fold, you will see what happens. Think also about what happens in the squaring section after folding or adding side trim. It all only gets worse!After folding you will see panel misalignment and gap differences(Red Zone).What can you do? It all starts with doing a controlled test combining printing and the FFG. This makes it possible to measure the feeding of the board against the printing and the slotting of the board against the printing. Then we apply maths, which will present the results as if there was no printing done. We also measure the lead and trail edge gap and the fishtailing of the folded box. The feeding of the board is measured in the print direction and in cross print direction. This data will later be used to correct the resulting gaps and fishtailing. We can do the same with the collected slot data. The following graphs show feeding results.It’s critically important that boxes meet dimensional specifications and tolerances. Do we really understand the impact of producing a box on a machine that is not in perfect production condition? Next we measure the slot positions. The following images are the results:Note the skew for all three slots. It differs from slot to slot. Imagine what impact this must have on the resulting folded box. The slot depth can be measured. Here are the results for the centre slot.The last step is to measure the folding results in terms of panel alignment (fishtailing) and gap. The following graph shows the panel alignment measurements (fishtailing) and how it can be corrected for the skew caused by the feeding of the board.Note that the data corrected for the feed error print direction and cross print direction centre around “0”. The lead and trail edge gap was measured and corrected for the cross print direction and print direction feed as well as the slot position.Notice that if we correct for the feeding and slotting error, then the gap starts to vary around its nominal value. This indicates that all systematic folding errors originate from how we feed the board into the machine and how we slot it. It is very unlikely that this can be corrected by using a side trim knife. Best to avoid the additional waste! RecommendationIf you want to reduce your set-up waste and improve your folding quality, then it might be best to start by checking the alignment of your machine, in particular the feeding section and the slotting heads. It will probably help you to produce boxes faster, of higher quality and with less waste. --If there is Copyright Dispute about the content, please Contact us to Delete.
1803 views0 0