NO.7 East Huanzhen Road South,Beijiao Industrial Park,Shunde District,Foshan City,Guangdong Province.

Argentina

Egypt

Ethiopia

Pakistan

Brazil

Russia

Pilipines

Congo

Cambodia

Malaysia

Myanmar

Mexico

Nigeria

Saudi Arabia

Thailand

Singapore

Iran

Italy

India

Indonesia

Vietnam

China
WL SFP35/SFP32 Positive

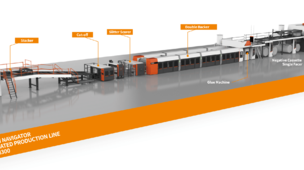
WL-NAVI-300

WL C220 2200

WL C220 2200

WL-NAVI-300

WL C220 2200

Wanlian PHN100 Pre-heater/Pre-conditioner

WL-NAVI-300

WL-NAVI-300

WL-NAVI-300

WL-NAVI-300

WL-NAVI-300


Five points to consider for cardboard factory when purchasing corrugator
Corrugator line purchase is generally divided into the whole line purchase, self-selection and upgrade purchase of the original equipment.The cardboard factory that purchases whole line often has relatively certain sales volume and long-term stable customer group.Self-selection is generally considered by cardboard factory who do not want to invest more money, but also want to get the corrugator line with good quality, price, performance. In this case, the purchase generally stems from the original corrugator line which has been unable to meet the needs of production or in order to reduce the risk of investment in the new plant, the corrugator line supplier will configure each parts according to the demand.Upgrade purchase of original equipment is generally the factory who do not want to buy new corrugator line.They may purchase two or three paper splicers to increase the average speed and production efficiency, or retrofit steam pipes to quickly replenish heat and reduce energy consumption, or acquire glue making equipment to improve the adhesion of cardboard.This way of purchasing has little impact on production, less capital investment and benefits can be seen in a short time.Corrugator purchase is a project features long life of equipment, relatively large investment.Cardboard factory should consider a supplier with good faith, timely after-sales service, reliable equipment performance, reasonable equipment price, good reputation when purchasing corrugator. In addition to listen to the introduction by suppliers,potential buyers should also do a field trip.Before deciding to buy, cardboard factory must do a full investigation.Investigate not only the product specifications and the main flute of the surrounding potential customers, providing the basis for the decision, but to understand the equipment status, management status and customer status of the peripheral compes.There are five main factors to consider when purchasing corrugator line: 1).Door width 2).The maximum speed 3). The product direction 4). The investment scale 5).The optimization direction.1.Corrugator Width Cardboard factory running corrugator line with the door width of 1800mm and below, the biggest advantage is that the base paper is easy to purchase, the second is the speed and cardboard production process is relatively easy to master.The price of all door width corrugator line is also relatively cheap, the price of standard configuration is about $850,000, it is suitable for all-scale development of cardboard factory, as well as food packaging as the leading products of cardboard factory.Small door width corugator line also has production and operation limitations.For example, the home appliance kind of carton generally required cardboard door width are wide.More than 1800mm door width of cardboard, all door width corrugator line can not be produced.Therefore, if the cardboard factory has the order of home appliance carton, it needs to consider the purchase of 2000mm-2200mm door width corrugator line.The door width of 2000 mm-2200 mm is the most conventional corrugator door width, the base paper of this door width is also relatively easy to purchase, the operation process is also relatively easy to master. 2000 mm-2200 mm door width corrugator is the most mainstream one, it is suitable for the production of most cardboard production enterprises, the price of its standard configuration is between $110,000 to $1,400,000. Table 1:The use range of corrugator with different door widths When cardboard factory develop to a certain stage, the size of the enterprise expanded, and orders like large furniture, home appliances refrigerator are very much needed, this kind of carton requires larger door width, in this case it is necessary to consider the configuration of 2500mm door corrugator2500mm and above corrugator line is suitable for large-scale operation of the cardboard factory, the current standard configuration price of more than $1,700,000At present, the development of wide, high-speed, automatic corrugator line, improve the operating rates are the corrugated board industry trend.The corrugator line is developing towards a wide width. On the one hand, the width of the paper machine is getting wider and wider. The paper mills are already running 6m wide paper machines or even 10m wide paper machines.On the other hand, the advantages of corugator line in the broad width are lowering trimming loss, increasing production.When purchasing corrugator, considering the factor of the door width, cardboard factory should purchase corrugator with wider door width in the case of adequate budget and superb equipment operation level.2. The Maximum Speed The selection principle for the high-speed corrugator line should take into account the degree of automation of each single machine, meanwhile, factories should pay more attention to the overall corrugated board production line matching and coordination. For instance, equipped with automatic paper splicer (according to the linear velocity, choose a suitable speed of paper splicer, equipped with quantity according to their own economic conditions), the positive pressure card cartridge single facer (roll change convenient, stable running, high speed), the production control system, internal rising collet (in order to meet the demands of safety, must choose more brakes), automatic thin knife slitter (in order to facilitate rapid change orders, equipped with 2 sets), slitter equipped with three kinds of scoring roll (convex to concave, convex, convex to the flat), spiral crossing cutter, automatic glue making system, gluer (use of touch pressure roll rather than roller pressure).The number of double facer hot plate to match the speed of the corrugator line (the drying part using a spring-type hot plate, of course, the advantages and disadvantages of condensate steam trap must be valued) and so on.At present, most domestic suppliers can produce corrugator line with a maximum speed of 200m/min and below. The price of standard configuration is about $110,000.If the speed of 200m/min-300m/min is needed, then domestic excellent suppliers and suppliers of Taiwan brand can produce. The standard configuration price is relatively high, generally between $1,400,000 and$ 2,500,000. Table 2:Corrugator Supply in the market under Different Speed If 300m/min and above speed is required, the corrugator line produced by a few excellent suppliers in China and Taiwan can reach this speed. While the speed 300m/min and above produced by foreign suppliers has a wider range of models. In terms of production efficiency, the higher the speed corrugator line, the better.The higher speed means that the production of higher output, and the increase in unit output and efficiency will certainly reduce the paperboard production of coal, electricity and other unit consumption and other labor, financial and other costs.However, high-speed corrugator line has two points to focus.First,corrugator line speed is too high, the variable cost of paperboard production such as raw paper purchase costs will rise, because the high-speed assembly line often put forward special requirements on paper, such as tensile strength, moisture content.Second, the high production speed of cardboard quality and scrap rate of effective control is also a challenge.Because corrugator line must be supplied with a higher steam temperature to maintain a relatively high running speed, if temperature too low cardboard will be soft.And in the production state of high temperature, once there is a speed fluctuation will inevitably lead to cardboard bending up and down warping, resulting in a waste of brittle. At the same time, at high speed, if there are breaking paper and other circumstances, it will cause loss multiplied.Therefore, before the purchase of high-speed corrugator, cardboard factory in the raw paper purchase, operator skills and other aspects to make full preparation.3.Products Orientation Cardboard industry has two main product models, one is based on cardboard production, one is based on carton production.Those who mainly based on cardboard production, generally the volumes of order are relatively high, and more disorderly, short orders are taking too much, the production of each order is relatively all, but the total number of orders is very high.In this case, when purchasing corrugator line, we need to consider the automation of order change.Otherwise, the loss of each order will directly pull up the total loss.When purchasing corrugator, it is recommended to strengthen the configuration of rectifying deviation, automatic glue control, automatic paper splicing and production control system.Under normal circumstances, the speed of 250m/min, door width of 2.2m or 2.5m corrugator line, the price of standard configuration is about $2,412,000.Those who mainly based on carton production, in general, each order has large production, but the total number of orders is relatively all.This requirements for this mode of automatic control corrugator will be relatively low.The investment saved in the automatic control part of corrugator line is recommended to be used in the configuration of printing equipment.This production mode, corrugator standard configuration of the price will be relatively low, generally $1,714,000.Table 3: Major Points for Different models of corrugator line4.Investment ScaleThe investment scale in the cardboard factory below $7,000,000, it is recommended to configure the corrugator line below $2,200,000.This price of corrugator line can be produced by the most domestic excellent suppliers .Corrugator line with higher price will be much advanced in many aspects like al design, material, intelligence.Cardboard factory should be in accordance with the expected use of life to evaluate the cost of corrugator line.The investment scale between $7,000,000 and $15 million, it is recommended to configure $2,200,000 to $3,500,000 of corrugator line, and consider the best choice of cost performance within 8 years.Investment of more than $22.5 million cardboard factory, it is recommended to configure more than $4,300,000 corrugator line.This price of corrugator line though can be produced by the domestic excellent suppliers, it still mainly depends on imported corrugator brand.Whether it is domestic or foreign corrugator line, in the intelligent equipment, equipment life, etc., we should consider the best choice of cost performance within 15 years. Table 4: Major Points to configuration for Different investment scale corrugator5.Optimization OrientationSome suppliers in corrugator automation performance is flawed.It is understood that the production control system of some brands of corugator line is not compatible with the ERP system, which will have a bad impact on the future development of automation equipment.When purchasing corrugator line, we should possibly choose standard spare parts. If corrugator malfunctions, emergency measures will be well implemented.Now a lot of corrugator suppliers are doing very well in this regard, the use of spare parts are universal.When purchasing corrugator line, cardboard factory should also take into account enough space.Otherwise if to upgrade the corrugator line in the future, such as adding some additional s when upgrading five ply to seven ply, there is no enough space for single machine to put. So reserving enough space for the future equipment transformation of cardboard factory will be more convenient and easier to implement.Table 5: Different Optimization Orientation of Corrugator line--If there is copyright dispute,please contact us to delete.
1418 views0 0

How to use intelligent control to reduce glue consumption
1. Disadvantages of Large amount of Glue ApplicationIn general, operators are willing to increase the gap of glue when controlling the amount of glue in the normal production process, so as to avoid degumming. However, it does great harm:A. The cardboard is soft, easy to be compressed, and the thickness decreases, resulting in a decline in the paperboard's flat press strength, edge press strength and rupture resistance.B. Poor surface quality of cardboard, linerboard flute exposure, corrugated edges wrinkles, inner linerboard blistered etc.C. Cardboard is prone to warping.D. Increase the temperature of baking and reduce the speed.E. High glue consumption and increased cost.Cost variance calculation: in terms of the average monthly output of 5 million square meters, if starch consumption rise 2 g / ㎡, then more starch consumption in one year : 2 g / ㎡ x 5 million ㎡ * 12 months = 2800 yuan/ton, 336000 yuan.Calculate the starch consumption area as standard square:Area of three layers x 0.6+ area of five layers x 1+ area of seven layers x 1.5Industry usually starch consumption: 11-13 g / ㎡Starch consumption is mainly determined by the following four aspects:1) the width of glue thread accounts for 50%;2) 30% of the glue is thrown by the gumming wheel;3) 10% glue agglomeration;4) solid content accounts for 10%. 2.Gluing Gap ControlUnder the condition of different materials and different speeds, the gap between gluing wheel and cutting pasting can be automatically adjusted through the process control to reach the minimum gluging thickness under the corresponding material.120 g / ㎡ below the base paper gram corresponding glue gap 0.8 1 mm;120 g / ㎡ - 170 - g / ㎡ base paper gram corresponding glue gap 1-1.2 mm;More than 170 g / ㎡ base paper gram corresponding glue gap 1.2 1.5 mm. ▲Glue Gap Control Diagram Key points for implementation:1. Whether the actual clearance between gluing wheel and cutting pasting wheel is consistent with the display clearance of equipment.2. Whether it is feasible to set parameters of glue gap thickness for different materials and corresponding materials.3. Whether it is feasible to set parameters for the relationship between the gap between gluing wheel and cutting pasting wheel and the thickness of glue under different speeds and the same glue viscosity of the debugging equipment. ▲Double facer - the amount of glue in the middle layerMainly for the quality of cardboard, the aller the thickness, the less damage to the quality of cardboard;Secondly, for the consumption of glue, the thinner the thickness, the aller the consumption of glue.So on the premise of ensuring effective adhesion, the less glue, the better. Glue Line Width Test The structure difference of gluing wheel running glue: 3. Automatic control of glue baffleGluing wheel baffle (single facer, gluer) automatically adjusts the position of glugin wheel baffle according to the single process control of wet part, so as to reduce the influence of glue overflow on production quality.Key points of implementation: real-time control of the single facer, gluing wheel baffle tracking linerboard. The automatic control of the gluing wheel baffle of the gluer can increase the air permeability and service life of large cotton belt by 20%, at the same time to reduce the cotton belt of the rubber block on the quality of cardboard, cardboard can produce corrugated paper larger than the linerboard.Through automatic control of gluing baffle, the quality of cardboard can be improved while the cost and labor intensity can be reduced.Calculation of benefit of baffle plate:1. Reduce the shoveling time by twice a day, 10 minutes each time, increase the production capacity by 20 minutes * 150 meters/minute =3000 meters, increase the production capacity by 3% per shift.2. The life of cotton belt, with a cotton belt calculation of 100,000 yuan, a year for a change, the minimum savings of 20,000 yuan.
1458 views0 0

How to improve board quality through intelligent control?
1.Flute collapsed after glue application is the most common problem of a gluing machineWhen corrugated paper passes between the rubber roller and the riding wheel of the gluer, the riding wheel flattens the gummed corrugated paper, which means that the operator fails to adjust the gap between the rubber roller and the riding wheel in time.Due to the structure of the order, in the production of cardboard base paper basis weight (g) is different, the thickness of the paper is also different, so is the thickness of corrugated paper. Timely and accurately adjust the clearance between the riding wheel and rubber roller, can have certain difficulty for operators, at the same time, the operator worries about cardboard degumming more than that of cardboard crushed, so it will lead to the cardboard quality defects.In practice, the gap between the rubber roller and the riding wheel will be less than the thickness of the board, the cardboard will have a certain degree of load deformation damage, resulting in cardboard edge pressure and physical properties of the decline. ▲Glue unit The most important core of gluer is the configuration of gluing structure.Gluer is also called glue-application machine, the most important core is the configuration of gluing structure.The gluing structure is divided into: 1. Structure of contact roller There are three forms of wheel structure: manual adjustment, automatic adjustment and follow-up adjustment.(1) Manual adjustment: manually adjust the gap between the rubber roller and the riding wheel.Advantages: load and glue is steady, not easy to degumming. Disadvantages: the clearance is not easy to adjust accurately, easy to crush the cardboard.(2) Automatic adjustment: automatically adjust the gap between the rubber roller and the riding wheel.【Detecting type of corrugated paper】 through detecting corrugated paper sensor, the clearance control is automatically adjusted.The disadvantage is that it needs to check whether the clearance position is accurate;Intelligent detection point/line;When the corrugating roller is worn, the error is large;The control is complicated and the cost is high.【Testing the loading type of the upper roller】Automatically adjust the control of the gap between the upper cots by testing the loading of the upper cots.The advantage is that the paperboard load is steady, will not crush the paperboard.The disadvantage is the high cost.(3) Follow-up adjustment: automatically adjust the gap between the rubber roller and the contact roll according to the change of the weight of the cardboard.Its structure is: contact roll is mobile, different grams of paper through the base, the same pressure on the riding wheel, achieving contact roll glue optimization.The advantage is the paperboard load steady, will not crush the paperboard;Simple structure and low cost. 1. Platen Structure This structure is the use of spring automatic adjustment, pressure can be automatically adjust if paper and flute shape changed, so as to avoid flattening cardboard.Advantages and disadvantages of platen structure: Advantages: simple structure, low cost.Disadvantages: high requirements for installation, unstable load and gluing, easy wear of the pressure plate.The automatic matching speed of the gluer can improve the quality of the board.If the same roll on the gluer needs to apply glue for corrugated cardboard with different flute shape, you need this. Because of the different flute height, linear speed is different, the speed of the rollers is different, and the speed of the flute tip should be equal to the linear speed of the rollers.At present, most gluers in China do not have this. ?Gluer equipped with slurry board is also conducive to improving the quality of cardboardAnother concern in configuring the gluer is the slurry plate baffle, also known as the slurry baffle.Have slurry board, when the paper web of corrugated paper is larger than the linerboard, the glue of flute tips on both sides of the corrugated board will contact the surface of the hot plate, accumulated hard block, wear and tear large belt and stick to the big belt extrusion board and produce indentation affect the quality of cardboard printing.At the same time, because the upper cots are half immersed in the plastic plate, both ends of the upper rolls are easy to throwing the glue, resulting in waste, and the slurry baffle plate structure is simple, low input can solve the above two problems.2.Automatic gluing control system to improve the quality of cardboardIn the production process of corrugated board, in the premise of ensuring the cardboard adhesion, the less glue the better.If the amount of glue is large, it is easy to cause:· cardboard quality decreases;· cardboard strength is not up to standard;· board thickness is not up to standard;· the surface quality of the linerboard is not good, and the surface is exposed;· corrugated edge wrinkled;· cardboard warping;· decreased speed and production capacity;· large glue consumption and economic loss.Traditional electrically controlled glue control requires manual control of the gap between the scraping wheel and the upper rubber wheel, so as to control the thickness of glue.Generally need operators according to paper and corrugator speed manual adjustment, the disadvantages are frequent and not easy to adjust quickly.The use of automatic glue control system is to achieve in different speed, different paper, corrugator production system can automatically adjust the amount of glue.The automatic glue control system is helpful to reduce the amount and consumption of glue. It can also reduce scrap cardboard caused by human error, reduce the original paper waste caused by broken glue. Automatic glue control system setting parameters are in PLC, according to the speed and glue formula, according to the set thickness of glue coating automatically adjusted.The disadvantage of automatic glue control system is that although it greatly reduces the workload of manual operation, packaging enterprises should set parameters according to the actual production needs.The central automatic control mode of the glue control system, its PLC can automatically calculate the thickness of paper based on the paper and speed in the production control system, while automatically adjusting the paste cutting clearance, and the riding wheel clearance. It can also automatically fine-tuning the amount of glue based on the other parameters (such as temperature) on the corrugated line. At present, the technical strength of the equipment suppliers, its corrugated line equipment configuration of the central automatic control mode glue control system, not only can achieve the single facer glue usage control, and each corrugated type is equipped with a set amount of glue curve, and according to the different base paper material with glue offset set .In addition, it can also automatically match the speed of the rollers according to the corrugated type, so as to obtain the best gluing effect. Comparison of advantages and disadvantages of several gluing control systems --If there is any Copyright Dispute, please Contact us to Delete.
1463 views0 0

The damage of improper control of gluing volume
In corrugated board production, the most important link is gluing.Glue is just as important as human blood. Once the glue is abnormal, the quality and production efficiency of the whole board will be affected. Even if you make a very good glue, you should see whether the amount of glue is appropriate.In general, once the amount of glue on the wrong control, it will affect the following: 1.Poor adhesion of cardboard If the amount of glue is too all, it will lead to degumming, paper of high material or applying too much is particularly obvious, resulting in poor paper adhesion.However, when the amount of glue on the cardboard is too much, the board will become soft, in other words gluing is like watering, when the amount of glue on the paper water is large, the water is large once the high speed of production, resulting in poor adhesion.This is because the water is large, the paper by the heat is low, the glue can not reach the appropriate temperature for gelatinization, resulting in poor adhesion.So many factories corrugated line once the speed is fast, the adhesion is bad, and this has something to do with the amount of glue applied.Experience: the amount of the gluing and the size of the paper has a relationship, generally high material paper has a large volume of gluing, other paper on the amount of glue to be aller. 2.Physical index reduction There are two biggest factors in gluing process that affects the physical cardboard : one is the volume of the gluing amount, the other is the gap between the rolls and pressure rollers.Many operators are worriedthat cardboard degumming will reduce the gap between the pressure roller and the rolls, that is to say, the corrugated height is 2 mm, adjust the gap of only 1.7 mm, then corrugated in the gluing time will directly destroy the flute, so that the edge pressure of the cardboard will undoubtedly become lower.So on the gap between the physical destruction of cardboard is much higher than on the amount of glue. 3.Starch content increased When the amount of glue is high, the use of starch will increase, which will directly lead to the increase of production costs, so the carton factory must control the amount of glue of the line width. Gluing LineSo, how to determine whether the glue is too much?You can make a good judgment by the following figure. You can see the two fingers on the figure. When the fingers are pressed on the (roll) and there are two grooves, the occurrence of this situation indicates that the amount of gluing is too large.Conclusion: gluing seems to be a very simple thing, but in the actual production operation affects the quality of cardboard far more than the above, gluing a large amount not only affects the production cost and production efficiency, but also damage the physical properties of cardboard. --If there is any Copyright Dispute, please Contact us to Delete.
1516 views0 0

Six points that single facer must be updated
With more and more packaging users tend to choose lightweight packaging, the huge micro-corrugated cardboard market is being focused by more and more carton enterprises.However, most of the carton enterprise's high weight cardboard production equipment can not directly complete the production of micro corrugated board, through the single facer updated is considered to be the best way to invest less with high efficiency.The following are the concrete methods of micro corrugated single facer updated: Four Advantages of Micro Corrugated Board Compared with solid core cardboard, micro corrugated has obvious advantages, so it is more and more popular among packaging users, especially in the fields of digital product packaging, all home appliance packaging, coetics packaging, medical equipment packaging, food packaging and so on.Advantages of micro corrugated:1. High compressive strength, more reliable protection products;2. Good buffering performance, good stacking strength, can replace the traditional buffering material;3. The printing effect is good, can offset printing beautiful pattern text;4. Good quality and light weight, the cost of packaging materials and transport costs of goods also declined. Six Key Points of the updated of Micro-Corrugated Single Facer Micro corrugated characteristics are: flute is more V-flute, flute top arc radius is aller, corrugated base paper due to the centrifugal force generated by the operation of corrugating rollrs and easily separated from the corrugated teeth affect the coating and bonding;Paper humidity, temperature, tension and speed of operation of the control of corrugated paper forming is particularly sensitive, Smaller arcs require a aller amount of glue to be precisely controlled.The updated of micro-corrugated single-side machine should be carried out according to the above characteristics. 1. New Corrugating Roll 1). For the design parameters of corrugated roof, we should be pay attention to the values of corrugated strength, angle of corrugated roof, circular arc of corrugated roof and valley, corrugated height, paper consumption rate, etc.2). corrugating roll structure design, according to the fixed shape of corrugated paper guide form (vacuum negative pressure external suction, vacuum negative pressure internal suction or cushion positive pressure) design air groove (vacuum internal suction air groove ring and herringbone type).3). According to the above structure of corrugating roll determined by the rigidity of the roll body, and each single machine different roller arrangement, design and calculate the corrugating roll height value. 2. Design, Manufacture or Modify the Mechani of different Paper Guide Forms (vacuum negative pressure external suction type, vacuum negative pressure internal suction type or air cushion positive pressure type) 1). Pay attention to negative pressure air cover or positive pressure sealing chamber.2).According to the specifications of corrugating roll to set the appropriate air volume and pressure.3). According to the above form to determine the number and location of copper sheet guide and air outlet. 3. Gluing System1). The new system of cots (paste roll) to be able to make a thinner rubber layer of a finer surface mesh and achieve less than 0.02 mm ofcircular beating precision.2).The new system of measuring roll (cots, squeegee, quantitative roll), to achieve less than 0.01 mm of circular beating precision.Ensure that the gluing gap between the gluing roller and the measuring roller is less than 0.08 mm and uniform.3).Adjustable paste blocking device should be equipped.4).Pneumatic device is optional, its role is to quickly follow up and out of the coating system.4. According to the actual structure, installation location and surrounding environment of the single-side machine, design the direction of suction or air supply pipeline, determine the position of high-pressure fan, and manufacture the suction and air supply pipeline system and high-pressure fan bracket.5. According to the specifications of corrugated roll and air volume and pressure, choose the matching high pressure fan and silencer.6. Design Electrical Control System. Micro corrugated packaging production is a system engineering, from the design of the flute shape, structure and precision of the corrugating roll, the form of a single machine, the operation precision of the all equipment in production line, to the choice of paper, paper tension control, temperature and humidity control, glue preparation and the gluing quantity control and cardboard quality control etc.,are all having different requirements of regular corrugated board such as flute A, B C.--If there is any Copyright Dispute, please Contact us to Delete
2056 views0 0

Five Characteristics of Single Facer that the Carton Factory Must-Have in the Future
In corrugated board production process, single facer production of single-flute quality plays a key role in the carton compression, such as single facer in the production of single-flute process corrugated bar pressure control is too heavy, corrugated or inside paper will cause extrusion damage, resulting in cardboard edge pressure is insufficient, affecting product quality.Now more and more carton factories attach importance to the application of intelligent system, this article will discuss the advantages and characteristics of the intelligent system of single facer.7 Major Elements of single Control System Single facer is an important part of corrugated board, its main is to produce single-flute board.single facer control system is mainly:a. Control of Roll stand b. Preheater wrap angle controlc. Glue volume gap controld. Pressure roll controle. Slurry board controlf. single facer speed controlg. Wet-end controlThese are mainly operated by people in the traditional production process. In the process of operation, most people control and adjust according to their own experience and habits, so it is very easy to cause some problems .At the same time, it also enhances the labor intensity of workers. If equipped with intelligent control system, there is no need for personnel adjustment. Features and Benefits of Automatic Control System for Single Facer The speed control system realizes synchronous control of each unit, including order changing system, through the wet part control interface. The following is a brief introduction of the characteristics and benefits of the automatic control system of single facer:1.The Glue Volume Control TraditionIn general, the staff in the normal production process control glue quantity, are willing to increase the glue gap, so that it will not degumming, the disadvantage is that it will lead to cardboard soft, side pressure phenomenon.IntelligentIntelligent paste automatic control system is based on paper material and production speed, automatic adjustment of paste gap.In this way, there is no need for personnel adjustment, and production can be realized according to the standards set by the identification enterprise itself.2. Pressure Roll Control TraditionPressure roller control is mainly to affect the cardboard adhesion and paper damage, excessive pressure will lead to cardboard quality abnormalities, staff is difficult to identify the size of the pressure in the production.IntelligentIntelligent pressure roller automatic control system can automatically adjust the pressure roller clearance according to paper material and speed changes.Different speed pressure will be different, do not need personnel to adjust. 3. Slurry Plate ControlIntelligentthe pulp baffle plate automatically adjusts the width of the paste baffle plate according to the size of the paper door. 4. Preheater Wrap Angle TraditionThe preheater coating angle control is mainly to control the moisture content of the base paper and paper temperature, the conventional production of preheater adjustment is often not timely, resulting in unstable cardboard quality.IntelligentThe intelligent preheater wrap angle control is through the sensor and the paper material, as well as the production speed change carries on the automatic control.Paper temperature can be coated at different angles according to the material, and operated completely according to the company's regulations.5. Roll stand Control TraditionThe main of the base paper rack is to install the base paper, but the most complicated step in the operation of the base paper is the base paper in the middle, the base paper slow or uneven in the middle will cause a lot of production loss.IntelligentIntelligent base paper rack control to achieve automatic paper feeding, automatic alignment control, so as to avoid the occurrence of such problems. SummaryThrough automatic control, the single facer avoids the loss caused by human operation mistakes and experience misjudgment. At the same time, through automatic control, the quality of paperboard production can be stabilized and the efficiency can be improved. At the same time, the production loss and energy loss can be reduced. --If there is any Copyright Dispute, please Contact us to Delete
1798 views0 0

The Cardboard Problems “ ALL SOLUTION”during Plum Rain Days
People who work in the carton factory is rather worried each year during the plum rain season. Not only to pay attention on cardboard and carton storage, but even to be careful to the cardboard production and printing. Otherwise customer complaints or returns easily caused .Today we will show you several key points on warehousing, cardboard production and cardboard printing to figure out the problems in the rainy season. How to Ensure Product Quality by Controlling the Storage Environment in Plum RainDays?The base paper, semi-finished products and finished-products all belong to paper products. Its remarkable feature is that it has strong moisture-absorbability and is very sensitive to air humidity.The moisture content of base paper, corrugated board or carton is easy to change with the difference of air humidity.If the warehouse is poorly ventilated and the environment is humid, it is more likely to cause moisture absorption and even moldy deterioration. In particular, those original paper with poor gluing and corrugated cartons made of low grade materials are more prone to moisture absorption and become soft, so the quality of products will be greatly reduced. Therefore, in the rainy season, it is important to prevent the warehouse from being moisture proof.When stacking products, the wood shelf shall be padded with a height not less than 750px from the ground and not too close to the wall, and the gap shall not be less than 1250px.Keep the warehouse clean, dry, well ventilated, temperature and humidity should be kept relatively stable, the general temperature should be controlled between 20 ℃ to 25 ℃, environment relative humidity should be in between 60% and 70%.If the warehouse temperature more than 38 ℃, ventilation cooling measures should be adopted, in order to prevent the products from being affected due to high temperature influence, and resulting in embrittlement metamorphi and reduce the strength of the finished product carton.How to Keep a Qualified Cardboard by Controlling the Cardboard Moisture in Rainy Days?During plum rain day, cardboard moisture began to significantly aggravate, a common problem is that cardboard physical indicators isqualified in production test, but when it comes to delivery, it failed to meet the standards, which is mainly reflected in the cardboard soft.The main reason is that the cardboard is affected by the environment moisture resulting in cardboard softening, carton compression value decreased. While the carton compression requirements are highly valued by large companies. So how to control the cardboard moisture in rainy daysto ensure the cardboard to meet physical indicators standards? Now let me introduce the specific measures from the perspective of production technology. Production Process Improvement1.The Misunderstandings in Controlling Cardboard Moisture In the production process, many enterprises believe that only keep a lower water content, can ensure the hardness and compression resistance of the cardboard.But in fact, when cardboard is particularly dry, it is easier to absorb water and even faster.From the perspective of technical, to keep a low moisture, we should first increase the paper heating area and temperature.When the temperature is too high and the heating area is large, it will destroy the fiber of the paper. If the fiber of the paper breaks, the precision of the paper will also be reduced, and the water will more easily penetrate into the paper.This is like a sponge,if you dry the sponge and put it in a damp environment, it will absorb moisture faster with a high absorption content.So in the production process during plum rain days, cardboard moisture should be controlled moderately, not to making a dry cardboard . 2. GluingIn the plum rain days, the first thing is to control the glue amount , gluingis equivalent to watering, the greater the amount of gluing, the higher the moisturecontent , resulting in a soft cardboard.In plum rain days, the solid content of glue should be increased , so as to increase the glue viscosity by increasing the solid content .After viscosity increases, the permeability of the glue increases and the amount of glue can be reduced, thus directly reducing the moisture.Improving the cardboard moisture, then the amount of borax, which has a dry effect,to ensure the cardboard moisture and drying. 3. Base paper In this season, we must strengthen corrugated board material structure, calculate the compressive strength of corrugated board which should meet those relevant physical cardboard and box according to the breaking index, ring compression strength, quantitative and other physical indicators of linerboard, inner linerboard , middle flute paper.Secondly, whether the physical properties of the base paper can meet the requirements, can not blindly reduce the weight of grams.It is priority to ensure the strength of cardboard in the plum rain days. There are plenty ofwaysfor improvement, such as the type of base paper, paper fiber and paper technology can help improve the physical indicators of cardboard, prevent cardboard moisture.The storage area of the cardboard is also very critical, and corresponding goals and improvement measures can be made according to their own situation.
2198 views1 0

How to Produce Corrugated Board to Meet Customer Requirements
Producing corrugated board to meet customer requirements has always been one of the goals pursued by carton enterprises. Based on the follow-up in the production process of corrugated board and some experience in dealing with customer complaints, the following will explain how to produce corrugated board to meet customer requirements.In order to avoid mass quality problems and reduce customer complaints, the following aspects of control and inspection should be go through:Project: Corrugated Board Forming Quality StandardCorrugated board without collapsed flute, crushing, extrusion defects.Test MethodCutting with art knife and confirm by visual inspection.ExampleIn the process of corrugated board production, sometimes because of the longitudinal cutting knife is not sharp enough, corrugated board edge will be crushed, which easily cause customer misunderstanding that consider it as collapsed flute. Of course, there are some malicious customers claimed it collapsed flute so as to get refund or discount, other than that, when encountered this kind of complains, corrugated board can be cut from the middle, compared with qualified corrugated board to persuade customer. But in order to meet customers demand, we should pay attention in the production process to prevent cardboard edge from being crushed. Project: Corrugated Board Thickness Quality standardC>3.5mm, B>2.5mm, E>1.1mm, BC>6mm, BE>3.6mm.Inspection MethodCorrugated board thickness measurement instrument is used to detect corrugated board thickness, It should be measured on both sides of the corrugated board and the three parts in the central, with the minimum part can not be less than the above size as the principle. Particularly to strengthen the control for individual customers with special thickness requirements .In order to facilitate the quality track of products in the future, each product should keep a copy of corrugated board project inspection table, because it is not easy to manage the sample of each piece of cardboard, corrugated board can be cut horizontally, we can stamp the flute shape of the corrugated board to the inspection table.Project: Warping DegreeQuality standardThough the national standard stipulates the scope of corrugated board warping, from the perspective of quality control, it is recommended to take zero warping as principle.Inspection method: Put corrugated board on a plane for visual measurement and size measurement.Special caseBecause of various factors in determining the flatness of corrugated board, warping often occurs as a result .Because corrugated board right after produced having a certain degree of heat, taking measures to correct the flatness of the cardboard at this time would be very effective, usually put new produced board of every 15 pieces of positive and negative to stack up, and then use heavy weights to correct. Here focused on the production control of single-face corrugated, because single-face corrugated in the production process is single-sided gluing, in the drying process, due to the paper shrinkage, it is very easy to cause warping , after reducing the steam pressure in the drying process, it has achieved a more obvious effect, and the flatness of corrugated board is good condition.In addition, in the process of offset printing lamination, warping is also very easy to appeared, here we attribute it to corrugated board warping together for discussion. In one stage, we used to think that this kind of bending can not avoid, and therefore not take it seriously. When encountered customer complaints in this regarding, we explained customers with corrugated board warping standard required in the national standard, but the customer does not accept it, in particular, those products packaged by automatic packaging machine, if one corrugated cardboard warping appeared, it will cause congestion of the whole production line, affecting the customer's production efficiency. Later, measures like adding water roller are not effective to solve this problem. Sometimes because of too much water added, board strength affected due to cardboard moisture increased.Finally, as management was strengthened, we put new produced corrugated board every 10 pieces of a stack like the cardboard produced by the host, the effect is better. Some of the long-term inventory of corrugated boxes scraped because of warping. After the test, applying water on the inner linerboard by hand, then positive and negative stacked, bundling, put heavy weight on it, finally solve the warping problem. Project: Corrugated Board Processing Dimension DeviationQuality StandardSize deviation of corrugated board required width + / - 1mm, length + / - 2mm.Test MethodMeasuring with measuring ruler. Some simple and fast method for a few corrugated board can be adopted to measure: take out the cardboard samples in parallel at same time, measure the size of one piece of cardboard with the measure gauge, the other pieces of cardboard will be rotated 180 degrees, then compared with the former cardboard to see its alignment before determine.Project: Corrugated Board Adhesion StrengthQuality StandardCorrugated board completely glued, in particular to pay attention to the paper edge degumming or false gluing .Inspection MethodMethods like tear corrugated board to inspection, press with fingers, visual measurement are widely used. It should be emphasized that, in order to prevent the false gluing from causing the whole batch of cardboard scrap, the whole piece of cardboard must be teared for the first piece of cardboard inspection.Project: Corrugated Board Flute LineQuality StandardNo broken bar, linear folding is available.Inspection MethodConfirmed by manually bending the flute line. Because PET bar line is relatively shallow, in the process of use, customers sometimes return the product simply because the shaking cover cannot be folded normally, so they have to manually fold the shaking cover for correction, which wastes a lot of manpower. Therefore, the inspection of PET bar line should be strengthened.Project: knife Cut Edge of Corrugated BoardQuality Standardcorrugated board without uneven edges, scrap, extrusion, damage and other defects.Inspection MethodVisual inspection to confirm .It needs to be noted that for food corrugated cartons, especially corrugated cartons for exporting food, it will be treated as foreign matters if paper scraps dropped into the packaging box, so the inspection of blade and clipped cut should be cared too much.Project: Paper Choosing Control of Corrugated BoardQuality standardStrictly choose the paper that customers required.In the production of corrugated board, it is frequently occured that some all order, its paper type is similar with that of the previous product, therefore the common practice in this case is to produce this all order with the paper that being used in the previous product.Such alternative paper is not accorded with the standard set by customers, so the paper stability cannot be guaranteed, once customer approved products of this alternative paper, yet actually production with the paper that customers required , the quality will be appeared differently, as a result, customers will go complaint due to the difference. Therefore, we should strictly follow the customers’requirements in paper production, any replacement of paper must be informed to customers in advance. Project: Moisture ControlQuality StandardMoisture control of corrugated board should be 10% plus or minus 2%The moisture content of base paper in production, preheating drying, raw materials and adhesives of the characteristics, drying and cooling process after paperboard gluing and circulation environment will affect the moisture content of corrugated board. Corrugated board water control methods are as follows:1. Strictly Control the Moisture Content of the Base Paper when Entering into FactoryAccording to the provisions of national standards, the water content of base paper in delivery is generally 9% ~ 12%.First of all, in the procurement of base paper, quality should be better controlled , the water content of base paper into the factory should be strictly inspected, suppliers are required to supply qualified base paper.In addition, a separate warehouse for base paper storage must be set up, room temperature generally in 15℃~20℃, relative humidity is usually 30% ~ 40%.Do not put in the open air, which not only cause changes of the moisture content of base paper, but the water content at both ends and the middle is not consistent.2 .Reasonably Control Temperature Temperature is one of the determinants of corrugated board quality. During the corrugated board production process, we need to reasonably control temperature, it can not only adjust the moisture content of the base paper, but also affect the temperature of the base paper, which make adhesive solidified in a reasonable time.There are many preheaters and drying board in corrugated board production line, they are used to adjust the moisture content of base paper and single-sided board, and make the adhesive solidified, to glue each layer of corrugated board.3 .Reasonably Control the Quality of Adhesive, the Size of Glue, Water Content, Thinness and ThicknessLarge adhesive water content, thin adhesive, fast penetration are resulting in high water content, and vice versa.When the amount of glue is large, so is the water content of cardboard, and vice versa. As a result, we need to make glue strictly in accordance with the adhesive water content, proportion and mixing time , as well asthe viscosity of the adhesive. --If there is Copyright Dispute about the content, please Contact us to Delete.
1811 views0 0

The 8 Major Reasons of Corrugated Board Bending
Corrugated flatness is one of the important indexes in cardboard production, which is directly related to printing, die-cutting, and/or slotting corner cutting. Poor flatness, i.e. corrugated board a variety of arched, mechanical adsorption printing is easy to get stuck, resulting in scrap cardboard and stop cleaning to restart; In two-color printing or multi-color printing, it is easy to produce uneven inking, inaccurate color registration, color folding, and gap. Slotting machine size displacement, carton up and down swing cover overlap or do not fit; Die cutting feed will also produce stuck and size displacement and other defects, are likely to cause scrap the whole piece of cardboard or equipment damage so as to cleaning and restart. In short, the flatness of the cardboard will make it inconvenient to feed and cause secondary waste in the production process.In order to improve the flatness of corrugated board, ensure the product quality pass rate and normal production efficiency, we constantly test and analyze the carton production practice, and explore some improved methods.Here is a rough summary of the following, only for reference. 1. Shape of Poor Corrugated Board Flatness Poor flatness of the appearance of corrugated board is generally divided into three kinds: transverse arch, longitudinal arch and arbitrary arch. Transverse arch, it is to point to the arch that produces along corrugated direction. Longitudinal arch, is refers to the cardboard along the production line speed direction of the arch. arbitrary arch is that rises and falls in any direction. Linerboard surface arch is called a positive arch, inner linerboard surface arch is called a negative arch, linerboard and inner linerboard fluctuating respectively are called positive and negative arch. 2.The Main Reasons Affecting the Flatness of Cardboard1.Different types and grades of linerboard and inner linerboard. Kraft paper, imitation kraft paper, corrugated paper, tea board paper, high strength corrugated paper etc, and they are divided into A, B, C, D, E class. According to the paper on the material,generally,linerboard is better than inner linerboard.2.The main technical parameters of the linerboard and inner linerboard are different. From the perspective of carton performance or the user's cost reduction, the linerboard and inner linerboard are required to be different, usually:(I) The quantity is different. Some quantity of linerboard are larger than inner linerboard, some are aller.(2) Moisture content is different. Due to the differences of supplier, transportation inventory and other environmental humidity. Some moisture content of linerboard are larger than inner linerboard, some are aller.(3) The quantity and moisture content are both different. One is the quantity of linerboard is greater than inner linerboard. The moisture content of linerboard is greater than inner linerboard. Or moisture content of liner board is less than the inner linerboard. Second, the quantity of liner board is less than inner linerboard, the moisture content of linerboard is greater than inner linerboard, or the moisture content of linerboard is less than inner linerboard.3. The moisture content of the same batch of paper is different. The moisture content of one part of the paper is different from that of the other part, or the two ends of the paper, the outer edge and the inner core.4. Paper by the pre-heater (Wrap Angle) heating surface length selection and adjustment is not appropriate, or (Wrap Angle) heating surface length can not be arbitrarily adjusted. Former operation is improper leads to latter equipment limitation, resulting in affecting preheat drying effect.5. Do not use the vapor spray device correctly, or there is no spray device on the device. Do not add any moisture to the paper.6. The paper after the preheating of moisture loss time is insufficient, or the environment humidity, poor ventilation, improper speed of the production line.7. Single side corrugated machine, glue machine on the amount of improper, uneven, and cause uneven shrinkage rate of cardboard.8. Insufficient steam pressure, instability, steam trap and other accessories damage or pipe water is not clean, leading to the pre-heater can not work normally and steadily.
1929 views1 1

Hot Point! The key Factors that Affecting the Speed of Corrugated Board Production
1. Inherent deficiency of equipmentDue to the lack of understanding of the performance structure of the equipment when purchasing, or the preference to purchase the equipment with immature design and manufacturing defects at a low price, the main performance is as follows:(1) Corrugated machine heat energy utilization rate is low or cannot meet the required temperature of 180 ℃ (Heat supply supporting defects, high heat loss that is, the design of external suction vacuum adsorption device is unreasonable, take away a certain amount of heat, heat supply and insufficient).(2) Corrugated roller: diameter less than 280mm. Although some equipment specifications indicate an economic speed of 300m/min, actual production cannot be achieved at all. Some corrugated roller merchants with its diameter 320mm or less also indicated that the economic speed can reach 180m/min, its essence is deceptive advertisement . (3) Pre-heater cylinder diameter is less than 600mm And there is no adjusting paper preheating angle device, can not fully preheat the base paper. (4) The hot plate of the dryer is too short (less than 9m). The double-sided machine coated with glue after the cardboard drying is not enough, adhesive gelatinization is bad, a large number of cardboard degummed too soft if speed up a little bit. (5) The cooling part is short and the ballast floating roller is scarce (spacing is more than 200mm), which is unfavorable to the water vapor emission, shaping and full adhesion of the board. 2.The quality of Raw Paper Fail to Meet the Production Requirements One-sided pursuit low cost, prefer to purchasing poor tention, extra moisture, no tenacity, dusty raw paper at a low price which can not meet the quality requirement. And it is quite obvious that what would happen to use such raw paper that even are not up to the national standards in production, let alone to expecting speed up. 3.Poor Quality of Starch and Improper Amount of Glue Failed to flexibly prepare adhesive fluid according to the paper's water permeability, environmental temperature and humidity .Or the use of thin deterioration and a large number of foam glue, or worry about cardboard adhesion and deliberately increase the amount of glue, while neglecting the speed of the full preheating of single-side corrugated board and dryer temperature and other factors, resulting in single-side corrugated board water absorption too variable soft, and dryer has to slow down in order to ensure the adhesion of cardboard and stiffness .According to the opinions of experts, corrugated board line running speed of more than 60m/min, the quality standard of the original paper is not lower than class B, as for the quality of glue solution is particularly important for the speed of cardboard line running. Only from the glue viscosity, starch water ratio perspective: high-speed running cardboard line (100m/min or more), the viscosity of 40-45s (coating 4 standard measurement), the ratio of starch and water to 1:6-1:7 is appropriate. In order to achieve the ideal speed ,the paper environment temperature and humidity and other comprehensive analysis should be adopted to make a flexible preparation of adhesive fluid. 4.Weak Technical Strength and Lack of Team Spirit There is a serious shortage of qualified technical personnel. The operators of each key process are not skilled enough in controlling the equipment, and the training and learning necessary for employees fail to attract the high attention of the enterprise. Though the technical personnel of each key process are good, the lack of good team consciousness and the spirit of collaboration will also affect the speed of cardboard box operation.The key to solve the above problems should be based on the enterprise's own conditions due to the factory, individual measures. If the enterprise is unable to carry on the equipment renewal in the near future, may consider the equipment transformation. But the first priority is to target equipment deficiency so as to be able to solve the problems, avoid by all means blind. Finally, it is worth paying attention to the "people-oriented" concept advocated by many enterprises. It is never easy to practice those words often talked by the business leaders like employees' technical level, quality and teamwork spirit. How to training talents, reserving talents, retaining talents, and maximize release their energy depend on the employment mechani of enterprises and the charm of enterprises, as well as the good space for the development of talents.
2098 views0 0

How to plan corrugated carton production factory – Corrugated cardboard produce
Outline of Manufacturing Process and Materials UtilizedThe manufacture of corrugated packaging can be roughly classified into two processes: the containerboard combining process, which glues one or more sheets of fluted corrugating medium to one or more flat facings of linerboard; and the box manufacturing process, which is used to assemble the corrugated sheets into boxes. Figure 1 depicts the typical manufacturing process flow and the auxiliary facilities that are used at a corrugated packaging plant. Figure 1 Overview of Manufacturing Process Flow for Corrugated] Packaging*1 Containerboard combining process*2 Containerboard*3Adhesives for combining 1) Primary Materials and Energies Utilized in the Corrugated Packaging Industry(1) Containerboard (linerboard, corrugating medium)(2) Adhesives for combining (starch = corn starch, caustic soda, borax / boricacid)(3) Printing ink (flexo ink, quick drying ink, OP varnish)(4) Joint adhesives (vinyl acetate emulsion adhesives)(5) Energy sources (electricity, gas / heavy oil / kerosene, water)(6) De-oxygenating agent for boiler, neutralizer(7) Bundling materials (PP bands, stretch film, baling twine, etc.)(8) Other materials (water treatment agents, lubricating oils, paints) 2) Details of Primary Materials Utilized for the Manufacture of Corrugated Board Corrugated Boxes ContainerboardIn general, paper that has a greater basis weight and thickness than that of regular paper is collectively referred to as paperboard. Among all the types of paperboard, those that are utilized particularly for the manufacture of corrugated packaging are referred to as containerboard. This containerboard is classified, as shown in Table 1, in accordance with the statistics and classifications specified by the Ministry of Economy, Trade and Industry - Classification Table for Paperboard Types. Table 1 Extracted from the Classification Table for Paperboard Types1:Linerboard for outer packing is regulated under JIS P 3902. However, there are no classifications that differentiate between kraft linerboard and jute linerboard. Linerboard is only classified by strength, into classes AA, A, Band C.2:Corrugating medium are regulated under JIS P 3904. However, there are no classifications that differentiate between pulp coreag.The adhesive for combining is a bonding agent used to adhere the wave-shaped flutes to the front and back linerboard. The main ingredient of this type of glue is starch. As described within this document, caustic soda is used to reduce the gelatinizing temperature of the starch. Either borax or boric acid is used to add viscosity and to increase adhesion at the time of initial application. Figure 2 Typical Adhesives for Combining Ingredients and Glue Manufacture Process Flow 3) Manufacturing Processes(1) Containerboard combining Process ― The process by which corrugated boards are made, using a machine called a corrugatorsA corrugating medium is pressed into a wave-like shape (flutes), then is glued to both a top sheet and a bottom sheet of linerboard. The corrugated boards are then dried, scored, cut and loaded.--If there is Copyright Dispute about the content, please Contact us to Delete.
2561 views0 0